

Introduction
Materials and Methods
Preparations of materials
Mixture proportions
Testing Procedures
Slump test
Compressive strength
Indirect tensile strength
Flexural strength
Results and Discussion
Microstructural characterizations of POFA
Fresh properties of concrete
Early strength of concrete
Conclusions
Introduction
Introduction
As the second main player in the palm oil industry, Malaysia is facing the problem of handling the waste product from the palm oil mills. The palm oil biomass amount is expected to increase of up to 100 million dry tonnes in the year of 2020 [33]. Out of this huge amount, generally 5% of the palm oil fuel ash (POFA) is produced after the burning process in the boiler [39]. Based on that fact, about 5 million tonnes of POFA is produced from the palm oil biomass production [33]. POFA is produced from the combustion process of palm fruit residues for generation of electricity. From the combustion process in the furnace, palm fruit fibres are conveyed to the chimney in the form of fly fuel-ash. During the process, there are also particles that are not completely burned and cause a higher carbon content as well as reducing the market ability of waste as supplementary cementitious materials [47]. From the site visit to the local palm oil mill, it can be seen that POFA is usually disposed as waste near the mill thus creating environmental pollution. In view of this environmental problem, researchers have started to look for a solution in order for the huge amount of waste to be utilized. One of the efforts that linked to solve this problem is utilizing POFA as supplementary cementing material (SCM).
The study of POFA as a SCM was first done by Tay [45] and later, several studies [14,20,41] were conducted to investigate the effect of POFA on the strength and durability of concrete. The utilization of POFA was proved to improve the mechanical properties and durability behaviour of concrete due to the production of secondary calcium silicate hydrate (C-S-H) gel through the pozzolanic reaction caused by the silica present in the ash. However, the fineness of POFA gives a significant effect on strength and durability of concrete. The study of POFA from micro to nano level has been done in the concrete research area. The utilization of micro POFA concrete gives good compressive strength than plain concrete. The optimum replacement level that was observed ranged between 20% to 30% [20,38,43]. The microstructural analysis confirmed that the rate of pozzolanic reaction influenced by the fineness of POFA due to high content of silica and surface area as well [27]. The findings were justified with the microstructural studies done and showed that silica reacts with the calcium hydroxide from the cement hydration contributes to the strength and gives greater rate of hydration [24,48]. However, the compressive strength of the cement paste with micro POFA replacement was higher compared with OPC but at the later age. In the early age, the compressive strength of POFA cement paste was lower than that of plain concrete [27].
Numerous investigations were done to improve the concrete properties by including the nanoparticles [17]. The other mechanisms of improving performance are nanoparticles that fill the nano size pores of the cement paste, and nano silica reacts with the calcium hydroxide and generates additional C-S-H gel [37]. The amorphous phase of C–S–H gel is the ‘‘glue” that holds concrete together [22] and is itself a nanomaterial. Therefore, the nanoparticles can increase the initial hydration rate, reduce the porosity, and improve the mechanical properties of C-S-H gel. These factors implicated in 30% more high strength and improve concrete durability [32]. Furthermore, nucleation of hydration products on nanoparticles further promotes and accelerates cement hydration. This is due to uniform dispersion of small amount of nano particles in a cement paste, the hydrated products of cement deposit on the nanoparticles due to their higher surface energy act as nucleation sites [18].
In context with this study, nano POFA as a cement replacement material has been investigated by Johari et al. [25] in producing high strength green concrete. The inclusion of nano POFA demonstrated the increases in the compressive strength at the early age (7 days). However, the use of high replacement level (60%) of nano POFA was used with the loss on ignition value of 2.53%. Rajak et al. [49] investigated the improvement of microstructure in presence of micro POFA and nano POFA as fillers. At the early age, the strength of the cement paste was mainly dependent on the development of tricalcium silicate but the POFA particles were passive at this stage. However, the nano POFA was found to be very reactive due to higher surface area and showed a densified microstructure compared with OPC and micro POFA. This is due to the fact that nano POFA particles promote higher absorption rates of calcium (Ca2+) ions and reduce the saturation of Ca2+ in the pore systems which expedite the dissolution rate of tricalcium silicate (C3S) grains to generate more hydration products [40]. Consequently, that increased the development of fibrous C-S-H gels and created a highly compact and dense cementitious matrix [49]. Further investigation on nano POFA was done by Lim et al. [28] whereby the compressive strength of mortar at the early and later ages were determined as part of the study on the effect of the nano POFA with high volume of replacement (80%). With high volume of replacement of nano POFA, the mortar achieved higher strength compared with OPC at the early and later ages.
From the review of the literature search, it is found that no study has been carried out to know the combined effect of nano and micro POFA on durability of concrete at their early age of curing. The issue of the workability and early strength of the micro POFA concrete can be improved by the utilization of nano POFA with combination of micro POFA. In this study, the inclusion with the low percentage of nano POFA with the optimum range of micro POFA is utilized in producing high strength concrete to resolve the issues highlighted from previous researches. Therefore, we have characterized nano and micro POFA as well as evaluated the combined effect of them on workability and durability of concrete after 7 days of curing.
Materials and Methods
Preparations of materials
Cement
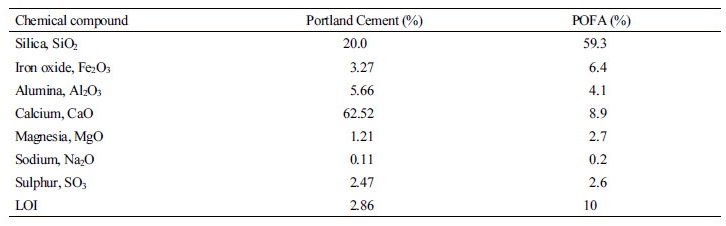
The cement used in the present study was Type I Portland Cement collected from Cahya Mata Sarawak. The specific gravity of cement was 3.15. The details about the chemical composition of cement used in this study are described in Table 1.
Coarse aggregates
The coarse aggregates used in this study was crushed granite from a local source with nominal maximum size of 12.5 mm. The grading of the coarse aggregates used was accordance with ASTM C 33-16 [9]. The aggregates used were in surface saturated condition with the aggregates crushing value (ACV) of 22.5%. The fineness modulus, specific gravity and water absorption of the coarse aggregates are 2.2, 2.69 and 0.5%, respectively.
Fine aggregates
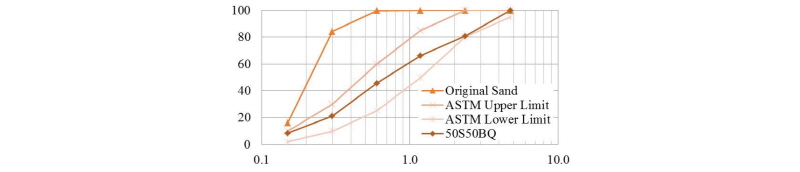
The fine aggregate was river sand and it was procured from the local source at Sarawak, Malaysia. The grading distribution of the sand was not matching the standards’ limits. Therefore, we have processed with sieve analysis nevertheless, the curve was not fall within the standards range according to ASTM C33-16 (Figure 1) [9]. The fineness modulus of sieved sand was 0.99. Therefore, in this study, we have used quarry dust with sieved river sand at 1:1 weight ratio to get fine aggregates as recommended in standard. From this sieve analysis of the fine aggregates, the curve was fall within the limits as shown in Figure 1 and the fineness modulus obtained was 2.67.
Superplasticizer
Superplasticizer was used to reduce the quantity of water in concrete mix to increase the desired workability of concrete. The superplasticizer used in present study was Master Glenium Ace 8538 obtained from Basf Petronas Chemicals. This type of superplasticizer contains polycarboxylate ether polymers and free of chloride that comply with the requirements of ASTM C494-16 [10].
Palm oil fuel ash (POFA)
Raw POFA
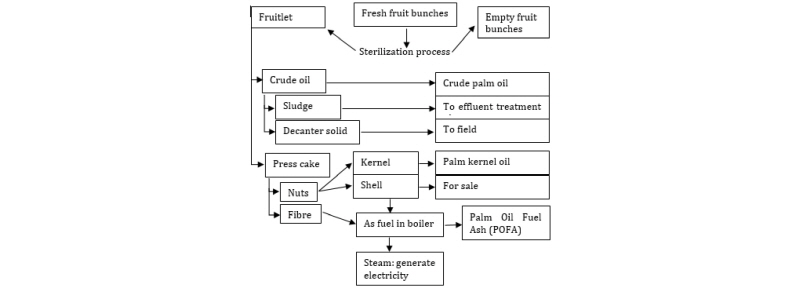
Collection of palm oil fuel ash (POFA) was obtained from Palm Oil Mill, Bekenu, Sarawak. POFA is the waste product from the palm oil mill. The chemical composition of the raw POFA can be found in Table 1. POFA is produced from burning the mesocarp fibre and shell from the palm oil fruitlet at temperature of 800-1,000ºC to produce steam which can be used in turbine to supply the electrical energy for the whole process in the mill [41]. The ashes were obtained from the combustion chimney. The process of the POFA from Bekenu mill is presented in flow chart (Figure 2). The press cake from the palm fruitlet energies through the process of burning in the furnace. Then, the ashes from the burning process delivered through the conveyor before it reaches the boiler ash storage. This type of ash is called palm oil fuel ash (POFA). Then, this type of agricultural waste is then disposed near the mill thus causing environmental pollution and health hazard.
SiO2 is the major chemical composition in the raw POFA which is 59.3%. The total content of silica, aluminum and iron oxide is 69.8%. SO3 is within the limit of 4.0%. From the information shown in Table 1, POFA has higher percentage of silica content compared with Portland cement. This will enhance the pozzolanic reaction which can contribute to the strength of concrete. According to ASTM C618-15 [13], POFA used in this study can be classified as Class C due to the sum of silica, aluminum and iron oxide below 70%. Awal and Hussin [14], Tangchirapat et al. [42] and Chindaprasirt et al. [21] also used POFA which classified as Class C in their research for concrete production.
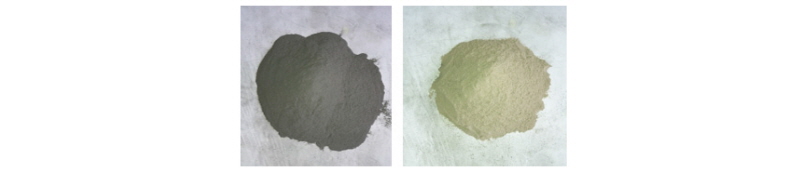
The collected POFA was dried for 24 hours at 100°C to 110°C to remove existing moisture content before the ash was sieved. Then, the POFA sieved was passed through 150 μm and subjected to grinding process. The POFA was then grinded with the high energy ball mill for 1 hour to get micro size of 45 μm. Ideally, the pot of the ball mill machine should be approx. 50% by volume full of grinding media and 25% by volume of product to be grounded. The size of 45 μm POFA particles was verified until 90% of POFA passed 45 µm sieve according to ASTM C618-12 [12]. The process to remove unburnt carbon was took place after the first stage of grinding. The temperature of the treatment was 500ᵒC and the process took an hour to completely burn the unnecessary carbon. Figure 3 illustrates the color of POFA changed from black to grey after removal of the unburnt carbon. LOI (Loss of Ignition) test was done for the raw and micro POFA to estimate the unburnt carbon in each POFA. Through the heat treatment of POFA, LOI value was reduced. The LOI values for the raw POFA was 10% and for the treated POFA was 1.80%. The test of LOI was in accordance with ASTM D7348-13 [7]. Then, to reduce the size to nano, POFA was grounded for another 5 hours using high energy ball mill with the same ball to powder ratio. To determine the fineness of the nano POFA, six samples of nano POFA were collected at different cycle of grinding. The images of nano POFA were captured using the transmission electron microscopy (TEM) and then, the imageJ analysis was performed. This software is a standard software for quantification of markers which was first developed at the National Institute of Health [35].
Mixture proportions
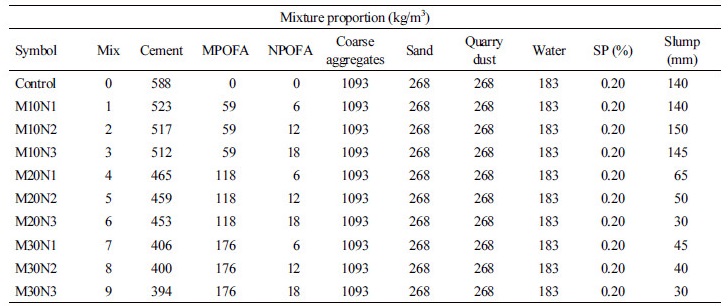
All the concrete mixes proportions containing micro POFA and nano POFA are presented in Table 2 and the mix design was designed based on ACI 211.4R-08 [1]. In this study, the target compressive strength is about 60 MPa at the age of 28 days. However, the study only highlights and discusses about the early strength of the concrete for compressive, tensile and flexural strengths. Reliability of the early strength is very important for the estimation of 28-days strength especially for today’s fast track construction. It is like a warning signal for the concrete producer at the batching plant to know the result. Then the necessary action need to be taken to make an adjustment to the concrete mix in accordance with the standards. The 7-days test result is often estimated to be about 75% of the 28-days strength [26].
Testing Procedures
Slump test
ASTM C143-15 was followed to perform the slump test of concrete [5]. Three layers of equal volume were filled and each layer was tamped with rod 600 mm long and 16 mm diameter.
Compressive strength
ASTM C109-16 was followed to determine the compressive strength of concrete at the early age of 7 days [8]. 30 Cubes specimens of 100×100×100 mm in dimensions were prepared with different percentage of micro and nano POFA as stated in Table 2.
Indirect tensile strength
ASTM C496-11 was followed to determine the indirect tensile strength of concrete at the early age of 7 days [11]. 30 cylinder specimens of 100 mm diameter and 200 mm height were prepared with different percentage of micro and nano POFA.
Flexural strength
ASTM C78-16 was followed to determine the flexural strength of concrete at the early age of 7 days [6]. 30 prisms specimens of 100 mm×100 mm×500 mm were prepared with different percentage of micro and nano POFA.
Results and Discussion
Microstructural characterizations of POFA
SEM
The morphology of dried POFA was carried out by Scanning Electron Microscope (SEM, Philips XL 30, North Billerica, MA, USA) operated at 15 kV. POFA particles was adhered on two side adhesive black tape and kept under high vacuum to get SEM images. The morphology of raw, micro and nano POFA is shown in Figure 4. The micro and nano POFA was prepared after grinding. Scanning Electron Microscopy (SEM) images show that raw POFA exhibit larger particles, porous and irregular in shape (Figure 4a) whereas micro POFA has spherical particles and irregular shapes and found to be more porous (Figure 4b) compared with nano POFA (Figure 4c). The crushed particles of nano POFA can be seen in proper arrangement and no agglomeration occurred. The spherical shape of the micro POFA can give benefit for the workability of concrete at low water cement ratio [34].

TEM
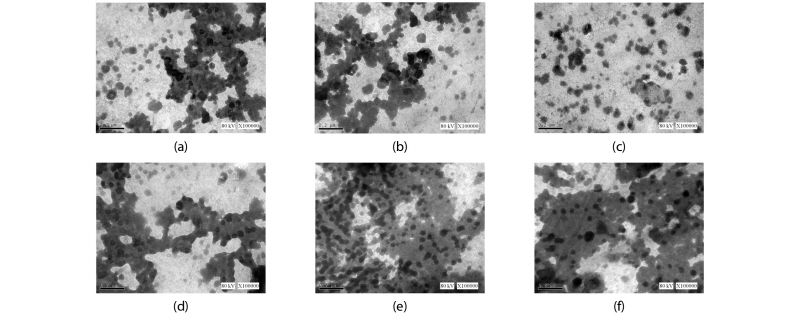
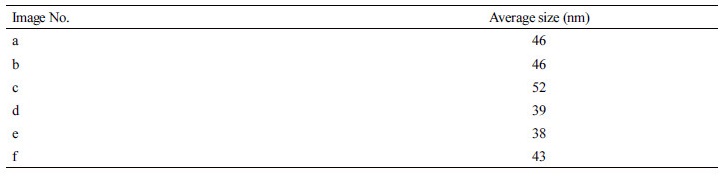
Figure 5 shows the micrographs of nano POFA particles that were captured from the analysis of transmission electron microscopy (TEM). There are six images taken from the analysis to determine the size of the particles as labelled a to f in the Figure 4. The particles size analysis was further performed to determine the size range for each of the image using Image J analysis. According to particle size analysis of each micrograph, the size of the particles falls within 38 nm-52 nm. The total count for each of the image is 40. The average diameter of the particle for each micrograph is shown in Table 3.
X-ray fluorescence (XRF)
Chemical composition of the micro and nano POFA are indicated in Table 4. The XRF analysis was performed to see the changes of the chemical compound in the micro and nano POFA. It is noted that the silica oxide, SiO2 content increased for micro and nano POFA compared with the raw POFA. The heat treatment process has improved the oxide composition of the POFA. In addition, it obviously shown in Table 4, the LOI value for nano POFA was decreased to 1.8% due to the higher fineness of the POFA. The results of the chemical composition of both of the materials used as supplementary cementitious material show better properties than that of the raw POFA. From these results, the chemical composition and the LOI value were improved after the refine of POFA particles and treatment process.

X-ray diffraction (XRD)
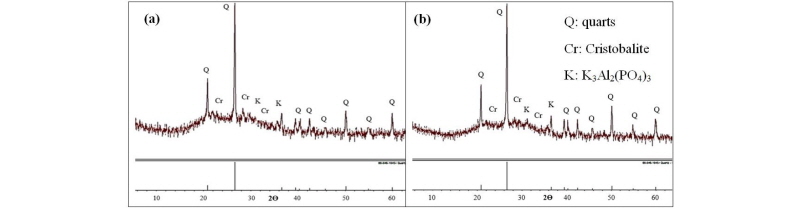
The XRD analysis provides the crystalline nature of the micro and nano POFA used as supplementary cemen-titious material. A peak with 26.5ᵒ (2Ɵ) was observed as the highest intensity for both of the materials as shown in Figure 6. The high peaks in both graphs corresponding to quartz silica. The rest of the peaks belong to other metal oxides presented in the graphs. The XRD results proved that both of the micro and nano POFA consist of crystalline silica which is the main important component in strength contribution. The other crystalline phase such as cristo-balite and potassium aluminum phosphate, K3Al2 (PO4)3 represent the minor phases.
Fresh properties of concrete
The fresh properties of concrete are important to ensure the ability of concrete flow during the process of pouring or placing the concrete mix into the mould. The slump height was obtained for all the 10 mixes as shown in Table 2. The improvement of the workability only can be seen in the concrete with 10% of micro POFA and any replacement of nano POFA but the slump height values for the mixes 1, 2 and 3 are close to each other. The plain concrete give 140 mm for the slump height while 140 mm, 150 mm, and 145 mm for M10N1, M10N2 and M10N3, respectively. The most workable mix which gives the highest slump height is M10N2. The significant increment of the slump height is due to the lower amount of the loss on ignition (LOI) which indicates a lower carbon content of the POFA [25]. Another possible reason is that the fine particles of the treated POFA are adsorbed on the oppositely charged surfaces of cement particles and prevent them from flocculation. Thus, the cement particles are dispersed effectively and will not trap large amounts of water [3]. This result is in line with the study done by Aldahdooh et al. which used ultrafine POFA 2.06 µm of POFA as cement replacement to produce the high performance concrete [2].
However, several previous studies reported that one of the challenges faced is the reduction of concrete workability as the POFA content increases [15,19,20,23,31,36,39,45,46]. In this study, further investigation con-duc-ted on concrete containing micro POFA with higher percentage and 1-3% inclusion of nano POFA. The higher amount of micro POFA indicates the higher amount of the unburned carbon which absorbs more superplasticizer than the other particles [19,25]. The morphological of the micro POFA which consists of porous particles also contributes to the high demand of water content if high replacement of micro POFA used. From the workability test it can be concluded that the concrete containing 10% of micro POFA and 1-3% of nano POFA can significantly improve the workability in terms of slump height.
Early strength of concrete
Compressive strength
The compressive strength at early age of 7 days containing 10% of micro POFA and 1-3% of nano POFA was observed higher than that of plain concrete. It was 47.3 MPa for the control specimens and 48.3, 48.7, 48.2 MPa for the M10N1, M10N2 and M10N3, respectively. However, increasing amount of micro POFA was observed to decrease the early strength. As shown in Figure 7, 20% and 30% replacement of micro POFA give lower strength than the plain concrete. The decrease of the strength due to the high amount of micro POFA which contains porous particles hence, absorb the water content which needed for the cement hydration [24,44].
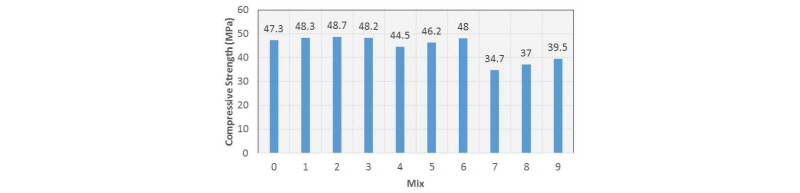
Previous findings showed that compressive strength of concrete containing 20–50% of micro POFA was higher than that of control concrete at later age, while higher strength was noticed in concrete containing 20% of micro POFA (Tangchirapat et al., 2007; Awal & Nguong, 2010). In this study, there is an improvement in compressive strength at the early age that attributes to the void filling by the nano POFA particles that reacts with the Ca(OH)2 to form additional calcium silicate gel and densify the concrete matrix. Plus, the increment of strength at early age only observed in mix containing 10 % of micro POFA. This implies that the low volume of the larger and porous POFA particles have significant effect on strength of concrete (Sata et al. (2007). In this study, the mix proportion of concrete was design according to ACI 211.4R-08 (2008) for the concrete grade of 60 MPa. For this study, compressive strength at the early age is satisfactory above 75% of 60 MPa (Kosmatka, Kerkhoff, and Panarese 2002).
Indirect Tensile Strength
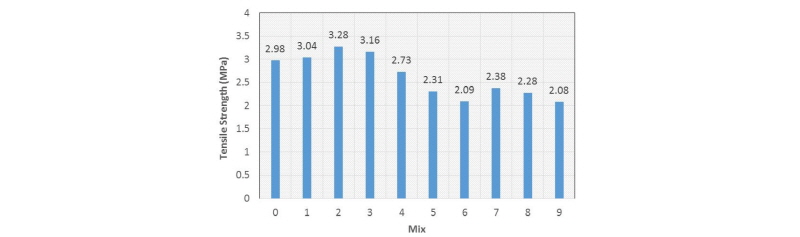
The splitting tensile strengths of concrete containing different content of micro and nano POFA are plotted at the early age of 7 days as shown in Figure 8. The tensile strength of the plain concrete is 2.98 MPa. The higher strength was obtained for the concrete containing 10% of micro POFA with 1-3% of nano POFA. The addition of nano particles as the supplementary cementitious material indicates the pore refinement of the concrete matrix and increase the pozzolanic reactivity. Concrete mix 2 seems to be the highest among the other mixes. However, there is a decrease of the tensile strength occurred along the increase in the amount of micro POFA replacement. The tensile strength development was noted similar with the result determined from compressive strength test. The ratio of 6-6.7% between the tensile and compressive strength was obtained from this study considered as the ratio for the normal and medium strength of concrete is about 8-10%. This implies that the higher the compressive strength, the lower the ratio of the tensile to compressive strength.
Flexural Strength
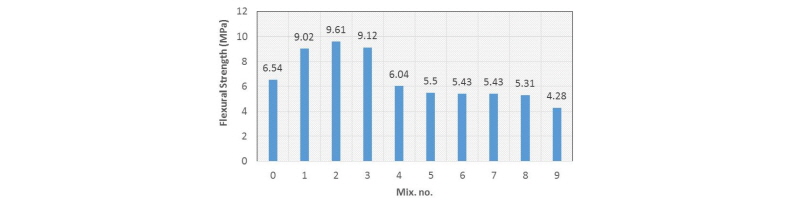
Based on the Figure 9, the maximum flexural strength for the concrete containing micro and nano POFA is ranged from 9.02 to 9.61 MPa at the early age of 7 days. Mix 2 with 10% of micro POFA and 2% of nano POFA gives the highest flexural strength. The same phenomena occurred from the previous results, the increase amount of micro POFA with the addition of nano POFA cannot gives positives result due to the porous particles of micro POFA which leads to the reduction of flexural strength (Mihashi et al. 2007). The increment of the early age of the flexural strength could attributed to the less porous microstructure of nano POFA particles in the concrete mix because only 10% of micro POFA was replaced with the cement. In addition, the higher fineness of nano POFA also could enhance the reactivity of the bonding in the cement paste.
Conclusions
Based on the results of this study, the effect of the utilization of micro and nano POFA as the supplementary cementitious materials in concrete can be concluded as follows:
∙Based on the microstructural studies, micro POFA with size of 45 µm consists of spherical and irregular shapes. The micro POFA that can be seen porous compared with the nano POFA could give significant effect on the strength of concrete due to the absorption of the water content in the concrete mix.
∙The XRF results of nano and micro POFA showed the main oxide components which contributes to the development of concrete strength therefore it was higher for mixes of nano and micro POFA than the raw POFA.
∙The LOI value for nano POFA is higher than micro POFA and this data gives the advantage for the development of the early strength of the concrete.
∙XRD results of micro and nano POFA showed that quartz is the major phase in both of the materials hence, the enhancement of the strength of the concrete is expected to occur.
∙The potential of the micro and nano POFA in improving the workability of the concrete was proven. The slump height for the 10% of micro POFA with the addition of 1-3% of nano POFA in concrete mix was 4-7% increased.
∙The addition of 1-3% of nano POFA improved the early strength of concrete containing 10% of micro POFA. The addition of nano POFA in the concrete containing 20% and 30% of micro POFA decreased the early strength than that of the plain concrete. The increment about 3%, 10%, 47% of the compressive, tensile and flexural strength respectively at the early age of 7 days are a prove that the inclusion of low volume with the low LOI value of nano POFA can enhance the pozzolanic activity in the concrete matrix containing 10% of micro POFA.
