

Introduction
Research significance
Materials, mixing and experimental works
Materials
Mixing, casting, curing and testing
Results and Discussion
Flowability
Density
Compressive Strength
Direct Tensile Strength
Flexural Strength
X-Ray Diffraction (XRD)
Microstructural examination (Scanning electron microscope (SEM))
Conclusion
Introduction
Glass stands out as one of the most adaptable materials globally, owing to its outstanding attributes, including optical transparency, chemical stability, substantial inherent durability, and minimal permeability [1]. Despite glass being theoretically recyclable in its entirety, there exist limitations when it comes to satisfying the quality standards for glass reprocessing. Consequently, the portion of glass that cannot be recycled is typically discarded and placed in landfill sites [2]. The non-biodegradable nature of glass renders landfill disposal an undesirable solution for this waste, while the cement and concrete industry presents a more eco-friendly approach to managing glass waste. Glass waste can be categorized into several distinct types, including: (a) Post-consumer glass: This pertains to glass containers like bottles, jars, and various receptacles that have been utilized by consumers and subsequently disposed of (b) Industrial glass waste: This category encompasses glass waste produced during the manufacturing process, encompassing offcuts, trimmings, and flawed products (c) Construction and demolition waste: This type of glass waste arises during the construction or demolition of structures, involving items such as glass windows, doors, and partitions (d) Electronic waste: Glass waste originating from electronic devices, including computer monitors, televisions, and mobile phone screens (e) Automotive glass waste: This category involves glass waste derived from damaged or discarded vehicle windshields and windows (f) Medical glass waste: Glass waste resulting from medical equipment, such as test tubes, vials, and syringes. (g) Additionally, there is electrical glass waste, such as fluorescent lamps [3, 4, 5, 6, 7, 8, 9, 10].
Recycling or repurposing waste glass in the construction industry not only alleviates the strain on landfills but also plays a pivotal role in conserving resources and mitigating carbon emissions. It’s worth noting that the production of one ton of cement results in the release of approximately 0.8 ton of CO2 [11, 12]. Cement production, in fact, contributes significantly, accounting for approximately 5% of the total 30 gigatons of CO2 emissions worldwide [13]. Consequently, researchers worldwide are continually exploring novel materials capable of either entirely or partially replacing cement. In this context, glass powder emerges as a promising pozzolanic material [14, 15]. The reactivity of glass powder is contingent upon its particle size and chemical composition, with smaller particles exhibiting heightened pozzolanic reactivity and mitigating the alkali-silica reaction [14, 16]. It is notable that the pozzolanic reaction becomes more pronounced as particle size diminishes [6, 17].
Over the past decade, there has been significant attention on the utilization of supplementary cementitious materials, commonly referred to as pozzolanic materials. These materials include fly ash, Ground Granulated Blast-furnace Slag (GGBS), metakaolin, rice husk ash, glass powder, and silica fume (SF), which serve as substitutes for cement [13, 18, 19, 20, 21]. This approach not only leads to a decrease in associated CO2 emissions but also has positive environmental effects by reducing the strain on landfills and waste generation, in addition to diminishing the consumption of finite resources [2, 13, 22, 23]. The pozzolanic reaction, central to this process, arises from the interaction between amorphous siliceous materials (such as glass powder, silica fume, and fly ash) and calcium hydroxide. This interaction results in the formation of calcium silicate hydrates (C–S–H) as the principal product [24]. C-S-H gel is the primary binding material in concrete and is responsible for its strength and durability. Waste glass is a component with a composite composition comprising approximately 70% SiO2 and exhibits confirmed pozzolanic activity through its interaction with cement during hydration [25]. This characteristic renders it potentially effective in enhancing the long-term performance of concrete. Consequently, efforts have been made to utilize waste glass as a source of siliceous materials in the production of Portland cement [26, 27]. However, the incorporation of waste glass into cement production does lead to an increase in the alkali content within the cement. Notably, this elevated alkali content can lead to rapid setting due to the formation of compound 2CaSO. K2SO4 [26, 27]. The reactivity of glass powder (GP) is closely tied to its particle size, with 75 μm generally regarded as a threshold for significant pozzolanic reactivity [2]. Reducing the particle size of GP further can substantially enhance its pozzolanic reactivity. For instance, a previous study demonstrated that GP with particle sizes ranging between 0 and 25 μm exhibited a higher strength activity index and consumed more portlandite compared to GP with particle sizes of 25-38 μm and 63–75 μm [2]. Moreover, research by Shao et al. [28] revealed increased strength at 90 days for concrete mixes containing 30% glass powder with particle sizes smaller than 38 μm. Similarly, Shi et al. [25] demonstrated that mortars containing 20% fine glass powder (specific surface area = 467 m2/kg) exhibited higher compressive strength than the control mixture at 28 days, as per the ASTM C311 strength activity index.
On the other hand, Silica fume (SF), which originates as a by-product in the silicon and ferrosilicon alloy production industries [29], has gained extensive recognition in the construction sector owing to its capacity to enhance concrete properties. SF is also referred to as micro silica, characterized by its high silicon content of 75% or more, encompassing non-crystalline silica within the 85–95% range [22]. It is a remarkably reactive pozzolanic material [30] that undergoes a reaction with calcium hydroxide in the presence of water, resulting in the formation of calcium silicate hydrate (C-S-H) gel. Notably, SF possesses an exceptionally high surface area to volume ratio, endowing it with a high level of reactivity. Its minute particle size, ranging from 0.1 to 1 microns, enables it to occupy the interstitial spaces among the larger cement particles [31], thereby leading to a denser and less permeable concrete matrix. This, in turn, results in heightened durability, resistance to chemical corrosion, and reduced permeability to water and other liquids. Within the literature, numerous studies have investigated the impact of SF on the mechanical, physical, rheological properties, and durability of concrete [32, 33, 34]. These investigations consistently demonstrate improvements in concrete properties with the incorporation of SF.
Nahi et al. [35] utilized glass powder to replace different weight percentages of cement (0%, 10%, 25%, 35%, and 60%). The study highlights a significant impact on mortar properties when cement is partially replaced by glass powder. Chemical shrinkage and heat assessment suggest that higher glass powder replacement enhances the hydration reaction rate. However, it was observed that the compressive strength, dynamic Young’s modulus, and shear modulus values decrease as glass powder content increases.
Aliabdo et al. [36] investigated glass powder contents ranging from 0.0% to 25.0% by weight of cement. The results indicate that glass powder exhibits pozzolanic properties with no adverse effects on setting time or cement expansion. Notably, a 10% glass powder replacement increased compressive strength by approximately 9.0%. Additionally, up to 15.0% glass powder replacement improved the properties of glass powder-modified concrete. Elaqra, and Rifat [14] Five replacement percentages of glass powder: 0, 10, 20, 25, and 30%. The cement paste flow increased, according to the results. Furthermore, there were shorter first and last setting times. The pozzolanic reactivity of the glass powder is related to the higher compressive strength that the 10% and 20% GP mixes displayed over longer ages compared to the control mix.
Furthermore, Nasry et al. [37] focused on the impact of glass fibers on the thermophysical properties of cement mortar. Glass powder percentages ranged from 10% to 60% by weight of cement. Experimental measurements under dry and wet conditions revealed a gradual reduction in thermophysical parameters, including thermal conductivity (37%), volumetric specific heat (18%), and thermal diffusivity (22%), with a 60% glass powder addition to cement mortar. Furthermore, mortar density decreased by approximately 11% and 5% under dry and wet states, respectively.
Hence, given the significant impact of the composition of fluorescent lamps on their pozzolanic properties, as well as the unique characteristics of SF, this study is designed to explore the combined effects of fluorescent lamps waste and SF powders in partially substituting ordinary Portland cement (OPC). This approach not only reduces the quantity of OPC used but also offers a sustainable solution for waste management. Typically, fluorescent lamps waste is disposed of in hazardous landfills due to the specific and costly treatment required for mercury removal.
Research significance
While there is a wealth of research available on concretes and mortars incorporating supplementary cementitious materials, studies investigating the simultaneous use of multiple materials are relatively scarce. The novelty and research contribution of this study lie in the evaluation of mortar performance, which incorporates both silica fume and glass powder. This evaluation encompasses various properties, including compressive strength, direct tensile strength, and flexural strength, alongside microstructural tests such as XRD and SEM analysis. Given the absence of published findings pertaining to these properties in cement mortar containing silica fume and glass powder as pozzolanic materials, there exists a critical need to address these research gaps. The primary objective of this research is to partially replace cement with silica fume and glass powders. To validate the feasibility of such substitution, a comprehensive examination of mechanical properties and microstructural tests has been undertaken.
Materials, mixing and experimental works
Materials
In this study, the binders employed included cement, sand, silica fume, and waste fluorescent lamps powder. The cement utilized is ordinary Portland cement (ASTM Type I), and its quality assessment adhered to ASTM C 150 standards. The chemical and physical properties of the cement are presented in Table 1. For the fine aggregate, ASTM C 33 specifications were followed. Table 2 provides the physical properties of the fine aggregates used in this investigation. Silica fume (SF) was employed as a replacement for cement by weight. The SF utilized in this research originated from “CONMIX LTD” and complied with ASTM C 1240 standards. Table 3 outlines the characteristics of the silica fume. As for the glass powder (GP), it was sourced from spent fluorescent lamps via a local recycler. The pertinent characteristics of the GP used in this study can be found in Table 4. To enhance the mixtures, a High-Performance Superplasticizer (HPS), specifically Sika ViscoCrete -5930, was incorporated, in accordance with ASTM C 494 requirements. Technical data for the HPS from the manufacturer are provided in Table 5.
Table 1.
Chemical and physical properties of cement
Table 2.
Grading of fine aggregate
| Sieve Size (mm) |
Passing (%) |
Passing (%) Limits, According to ASTM C 33 |
| 4.75 | 96 | 90-100 |
| 2.36 | 89 | 85-100 |
| 1.18 | 86 | 75-100 |
| 0.60 | 72 | 60-79 |
| 0.30 | 23 | 12-40 |
| 0.15 | 4 | 0-10 |
Table 3.
Characteristics of SF
Table 5.
Technical Data of HPS*
| Technical Data | |
| Basis | Aqueous solution of modified Polycarboxylate |
| Appearance | Turbid liquid |
| Density | 1.095 kg/It. (ASTM C494) |
Mixing, casting, curing and testing
The mix proportions were set at 1 part cement to 2.5 parts sand, with a water-to-cement ratio (w/c) of 0.52. SF was incorporated at varying percentages of 5%, 10%, and 15% by weight of the cement, while GP was used in the same proportions of 5%, 10%, and 15% by weight of the cement. High-performance superplasticizer (HPS) was added at a rate of 0.3% by weight of the cement. Table 6 outlines the specific mix proportions for each mix, with SG0 representing the control mix. The mixing procedure involved blending the mortar components (cement and sand) and subsequently adding the SF and GP in accordance with the specified percentages for each mix. Finally, water and HPS were introduced to the mixture. Fresh density measurements were conducted using containers of known weight and volume, following the guidelines outlined in ASTM C-138. Cube moulds measuring 50×50×50 mm were employed for the compressive strength test, following ASTM C 109 standards. Briquet specimens were cast to assess direct tensile strength, in accordance with ASTM C 190. For the flexural strength test, prisms moulds of dimensions 40×40×160 mm were used, following ASTM C 348 protocols. The flowability of the mortar was evaluated using ASTM C 1437 specifications. Dry density was determined according to the guidelines of ASTM C 642.
Table 6.
Mix proportions
| Mix No. |
Mix proportion |
SF (%) |
GP (%) |
HPS (%) |
| SG0 | 1:2.5 | 0 | 0 | 0.3 |
| SG1 | 5 | 5 | ||
| SG2 | 5 | 10 | ||
| SG3 | 5 | 15 | ||
| SG4 | 10 | 5 | ||
| SG5 | 15 | 5 |
After a 24-hour curing period, each specimen was removed and placed in water with a controlled temperature of 23 ºC ± 2 ºC, following ASTM C-192 procedures. Next, the XRD measurements were conducted by the Ecole Polytechnique of Mons in Belgium, according to ASTM D5357. The data were collected using a diffractometer in 2θ configuration employing CuKa radiation (35 KV, k = 1.54 A_) with a fixed divergence slit size of 0.5° and rotating sample stage. The samples were scanned between 6 and 60° with X’celerators detector. The total time for scanning was 20 min. Later, the SEM examination has been carried out to examine the surface of cement mortar specimens, using SEM micrographs from 1 mm to 500 µm.
Results and Discussion
Flowability
The flowability, as measured according to ASTM C 1437, was notably influenced by the presence of SF and GP as replacements for cement, as indicated in Table 7. The flow of the mortar ranged from 163% for mix SG0 to 88% for mix SG5. Figure 1 illustrates the flow of the mortar, revealing a significant impact when SF was used as a replacement in cement mortar. It is evident that the flow decreased with an increase in SF content. Notably, the utilization of 15% SF resulted in a 46% reduction in flow when compared to the SG0 (Control mix). This can be attributed to the finer particles of SF and their specific surface area in comparison to cement particles, which leads to better filling in the cement matrix, effectively filling the voids. Consequently, the strength of the mortars improved, while the flow of mortars decreased [38, 39]. Additionally, the flowability was significantly influenced by the GP content, with an observable reduction in flow as GP content increased. This can be attributed to the high surface area of GP [40]. It is worth noting that GP had a comparatively lesser effect on flowability when compared to SF [41].
Table 7.
Tests results

Density
The fresh density and dry density values of the mortar were found to be less significantly affected by the presence of SF and GP content. This is evident in Figure 2, which illustrates the variations between the different mixes. The maximum variation observed was 1.52% for mix SG5 when compared to mix SG1, which contained 15% SF and 5% GP. In addition, the minimum variation observed was approximately 0.2% for mix SG4. Furthermore, it is noteworthy that the fresh density closely resembled the dry density in these mixes. This phenomenon can be attributed to the role of SF and GP as fillers, which enhance the pore structure of the mortar [42].

Compressive Strength
The outcomes for compressive strength, measured at various curing ages of 7, 28, and 90 days, have been meticulously documented in Table 7. These results vividly underscore the substantial impact that the inclusion of SF and GP has on the compressive strength of the cement mortar. One of the most striking findings is the remarkable performance of mix SG1, which stands out as an exceptional case. At 28 days of age, mix SG1 exhibited the highest compressive strength among all the tested mortar formulations. Notably, this mix demonstrated an impressive increase of approximately 24% in compressive strength when compared to the reference mix SG0. This surge in early-age compressive strength can be attributed to the synergistic effects of SF and GP, which promote the formation of stronger bonds within the mortar matrix. However, as we extend our analysis to the 90-day mark, a noteworthy trend emerges. Figure 3 graphically illustrates that there is a regression in compressive strength with the increasing presence of SF and GP. This phenomenon can be attributed to the high pozzolanic material content, wherein SF contributes to the formation of additional calcium silicate hydrate through a reaction with the calcium hydroxide generated during cement hydration [43, 44].

Direct Tensile Strength
The average direct tensile strength without the addition of SF and GP (SG0) is 1.75 MPa at 28 days and 2 MPa at 90 days, as indicated in Figure 4. These values provide a baseline for understanding how the introduction of SF and GP affects the tensile strength of the cement mortar. As SF and GP were progressively added to the mortar mixes, a clear trend emerged. The tensile strength consistently improved with increasing percentages of these materials. This means that as more SF and GP were incorporated into the mix, the resulting mortar exhibited greater tensile strength. Notably, at the 90-day mark, mix SG2 exhibited an impressive 25% increase in direct tensile strength compared to the reference mix SG0. This significant improvement is noteworthy as it demonstrates the positive impact of SF and GP on the long-term tensile strength of the cement mortar [45]. In addition, the percentage of increasing in direct tensile strength for mix SG5 is 20% more than mix SG 0. This confirms the positive role of SF and GP in development the tensile strength of mortar. Substantially, the direct tensile strength is noticeably improved as a result of using the SF an GP in cement mortar, especially the mix SG2 and SG5 which showed the ability in improving the cement-base materials mechanical properties.

Flexural Strength
The results of the flexural strength assessments at 7, 28, and 90 days are shown in Figure 5. In the control mixtures (referred to as SG0), where neither SF nor GP were added, the flexural strength values were 4 MPa, 5.7 MPa, and 6.9 MPa at the respective time intervals. The introduction of SF and GP had a noticeable impact on flexural strength. Notably, the mix designated as SG1, which contained 5% SF and 5% GP, yielded the highest flexural strength results when compared to the other mixtures. This increase amounted to a significant 7% improvement in flexural strength when comparing SG1 with the control mix (SG0). Conversely, mix SG3 exhibited a regression in flexural strength, experiencing a decrease of approximately 2.6% compared to the control mix.

X-Ray Diffraction (XRD)
The XRD measurements performed in this study are of great significance because they offer detailed insights into the structural and compositional changes that take place within the mortar matrix when GP and SF are added. GP and SF interact with other ingredients in mortar mixtures, forming new compounds through intricate chemical reactions, as illustrated in Figure 6. The ensuing cement mortar’s chemical and mechanical characteristics are significantly influenced by these recently formed compounds. Figure 6 also demonstrates the absence of a diffraction peak in the (2θ) range of 0 to 60 º, indicating the amorphous nature of the glass powder. Due to the presence of GP and SF in the concrete matrix, XRD measurements become essential for revealing the complex chemical transformations occurring within the matrix. These measurements serve as a crucial tool in this research, allowing for the identification and quantification of various crystalline phases. Such insights are invaluable for understanding the mechanisms contributing to the enhancement of the strength and durability of cementitious materials. This becomes particularly crucial when considering the long-term role that di-calcium silicates play in the solidification process. The information derived from these measurements is critical for advancing our understanding of sustainable building materials and optimizing concrete mix designs.

Microstructural examination (Scanning electron microscope (SEM))
Figure 7 depicts the scanning electron microscope (SEM) micrographs taken from a couple of unique sets of specimens: the optimal mixture, which is signified by SG2 entailing a composition that consists of 5%SF and 10%GP, and the SG0-denoted control mixture, which contains 0 % SF and 0% GP. These images indicate the numerous differences in the microstructural features between SG2 (the optimised mixture) and SG0 (the control mixture). The presence of pores on the surface can be viewed in SG0, where SF and GP are absent. This is indicative of a less homogeneous/ compact cement matrix. These voids could potentially diminish the cement mortar’s mechanical properties and enhance permeability. On the other hand, SEM images of SG2, which entail the incorporation of both 10%GP and 5%SF, showcase a prominently unique surface morphology. As the concentration of SF rises, a noticeable decline takes place in the quantity of voids. This, in turn, suggests better compaction within the cement matrix, thus leading to a denser structure.
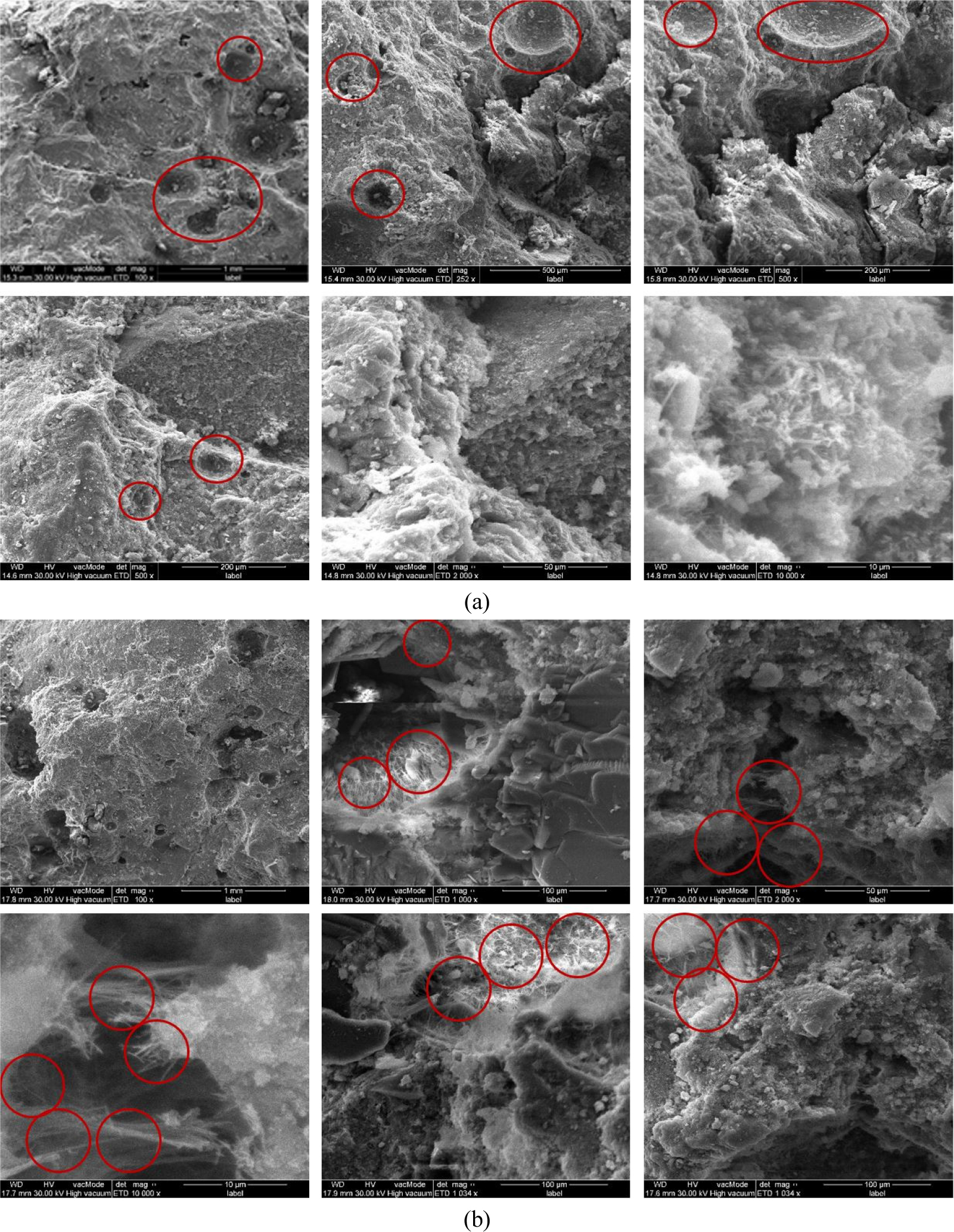
This trend of enhanced structural homogeneity and reduced void content is consistent with the increasing concentration of SF. As SF is introduced into the mix, it acts as a fine filler material, occupying interstitial spaces within the cement matrix and promoting a more tightly packed structure. This compactness enhances the overall mechanical properties and durability of the cement mortar. These findings underscore the importance of carefully optimizing the SF content in cementitious mixtures to achieve desirable mechanical and durability characteristics in construction applications.
Conclusion
This research investigates the influence of pozzolanic materials on cement mortar properties. Experimental findings led to the following conclusions:
1.Both silica fume (SF) and glass powder (GP) content affected the fresh properties of cement mortar, with increased pozzolanic content leading to decreasedflowability. SF exhibited a more significant impact on flowability compared to GP.
2.The compressive strength of cement mortar exhibited improvement with increasing SF and GP dosage. The optimal content for achieving the highest compressive strength was found to be 5% for both SF and GP.
3.The direct tensile strength displayed notable development at an early age, with the mix containing 5% SF and 10% GP recording the highest values compared to other mixtures.
4.Flexural strength of the cement mortar showed slight improvement when compared to other mixtures. The mixture containing 15% SF and 5% GP recorded the highest readings.
5.The microstructure results exhibited that as SF content increases, the reduction in voids and the improved homogeneity of the cement matrix are indicative of enhanced material quality and performance.
