

Introduction
Materials
Experimental Work
Results and discussion
Flowability
Compressive strength
Flexural strength
Multi-objective optimization on the basis of ratio analysis method (MOORA)
Conclusion
Introduction
Current studies on the use of agricultural waste, like groundnut husk, coconut shell, rice, and corn cob , as substitute materials for various concrete components or as a proportionate addition to cement or aggregate, have come to light. By recycling and utilizing agro-waste in concrete, which is distinguished by its light weight and low cost when compared to the materials of concrete, which is distinguished by its high cost, it is seen to be a solution to reduce environmental pollution [1, 2]. Due to the hot and dry climate, palm trees are grown in the Middle East. Due to this, there was a rise in the quantity of dates as well as the amount of their agro-waste, which has a rough texture and a lot of fibers [3]. Decarbonizing the building sector is a critical step in meeting the net-zero targets outlined by several governments throughout the world. Large quantities of materials that are manufactured in the building industry emit greenhouse gases (GHGs) throughout their manufacturing process, which causes the ozone layer to thin [4, 5]. Hence, in order to comply with international environmental legislation, this industry must strengthen its reputation for sustainability. Because to their widespread availability and low cost, ordinary Portland cement mortars (OPC) and their composites are the most produced and used construction materials [6]. However, because to their low strength under strain and low resistance to crack, traditional concrete and OPC cementitious materials exhibit quasi-brittle characteristics [7, 8, 9]. To address these issues also to increase tensile strength and improve durability characteristics, such as thermal shock and fatigue, fiber reinforcements are frequently utilized [10, 11, 12, 13, 14]. Several fibers, both natural and synthetic, have been utilized to limit the development of cracks in cementitious materials like OPC and concrete. However, there is growing interest in using natural fibers (NF) as reinforcement for concrete and OPC mortars, including as jute, flax, coir, and sisal. Because of its advantageous qualities, which include abundance, low cost, good mechanical properties, non-hazardousness, low density, simplicity of processing, and minimal influence on the environment [15, 16, 17, 18, 19]. The most appropriate NF should be chosen based on regional accessibility and its advanced processing technology. In order to eventually create low-cost fiber-reinforced composites with improved characteristics, this will effectively and economically utilize NF [20]. On the other hand, the normal concrete samples were compared with the palm oil ash- containing concrete samples and found to have an improvement in compressive strength by about 12.5%. The results also showed that the use of palm slag will reduce the damage caused by palm oil slag to the environment [21]. (Alatshan et al., 2017) [17] studied the effect of date palm fibers on the mechanical properties of concrete, where they used high dosage of fibers content and large length. The results showed development in flexural strength when adding the fibers. The ductility of beam specimens improved. (Dawood and Mahyuddin, 2011) [22] they used different percentages of palm fibers (0, 0.2, 0.4, 0.6, 0.8, 1.0, 1.2, 1.4, and 1.6%) and the results showed degradation in compressive and flexural strength after 0.8% content of palm fibers. (Khelifa, et al., 2021) [23] used mesh date palm fibres that have been enhancing the mechanical properties of the mortar.
This study aimed to employ a natural (agricultural) waste fibres known as date palm fibres (DPF), with the originality of the study being how to use DPF at large doses and analyze the impact of DPF on the mechanical characteristics of cement mortar. On the other hand, the research focuses on examining how treating DPF has an impact on the mechanical characteristics of mortar. Three different DPF treatments were utilized to examine how treating DPF had an impact on the mechanical characteristics of cement mortar.
Materials
Ordinary Portland cement (type I) that used in making all mixes, the properties of Portland cement inserted in Table 1. The fine aggregate in this research matched to ASTM C 33 [24]. The properties of the fine aggregate are shown in Table 2.
Table 1.
Chemical properties of Portland cement
| Chemical properties | ||
| Composition | Content (%) | ASTM C150 [27] |
| CaO | 63.5 | - |
| SiO2 | 20.6 | - |
| Al2O3 | 5.02 | - |
| Fe2O3 | 2.7 | - |
| MgO | 2.2 | <6% |
| SO3 | 2.3 | <3% |
| L.O.I. | 3.27 | <3% |
| Insoluble residue | 1.13 | ≤0.75% |
|
Lime Saturation Factor, L.S.F. | 0.96 | 0.66-1.02 |
| Main compounds (Bogue’s equations) | ||
| C3S | 57.00 | - |
| C2S | 14.88 | - |
| C3A | 8.66 | - |
| C4AF | 10.90 | - |
| Physical properties | ||
| Test | Results | ASTM C 150 [27] |
| Initial setting time (minutes) |
112 275 |
Not less than 45 min. Not more than 375 min. |
|
Fineness (Blaine m2/kg) | 470 | Min. 280 m2/kg |
|
Compressive strength of 50 mm cubic mortar specimen (MPa) 3 days 7 days |
21.5 26.0 |
Min. 12 MPa Min. 19 MPa |
Table 2.
Sieve analysis of fine aggregate
| Sieve Size (mm) | Passing (%) | Passing (%), ASTM C 33 [24] |
| 5.00 | 94 | 90-100 |
| 2.36 | 89 | 85-100 |
| 1.18 | 87 | 75-100 |
| 0.60 | 70 | 60-79 |
| 0.30 | 24 | 12-40 |
| 0.15 | 6 | 0-10 |
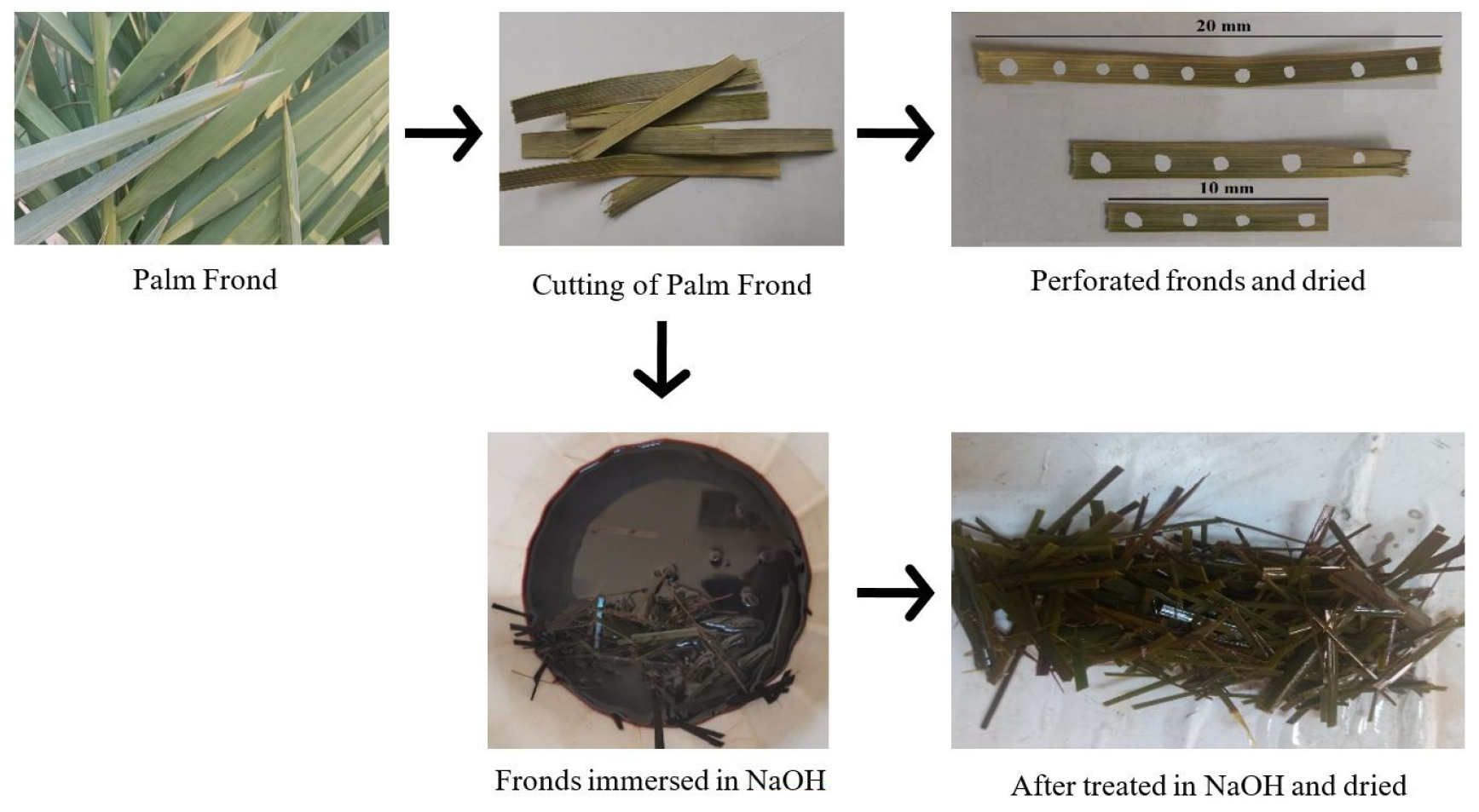
Date palm fibers (DPF) were used as fibers, the natural fiber is obtained directly from the palm tree. It was cut and then washed by water for one hour, and then dried. After that, cut it into various pieces approximately between 10-20 mm to be ready using in the mixes. Table 3 shows the properties of DPF. DPF were used as reinforcement fibers of mortar in four ways: i. Directly without any treatment. ii. Chemical treatment, DPFs were treated chemically by immersing the DFP fibers in 5% of aqueous solution of NaOH about 24 hrs, where this step intended to chemically treat the fibers and remove any contaminants or impurities iii. Chemical treatment, DPFs treated chemically by immersing the DFP fibers in 5% of aqueous solution of NaOH about 48 hrs [25]. Subsequently, DPFs washed well by water to remove any residual sodium hydroxide solution and placed in an oven at 60 °C for 24 h to ensure no moisture is left in the fibers. iv. Mechanical treatment, DPF fibers treated mechanically by randomly making holes in the fibers. Figure 1 shows the diagram of the step for treating the DPF.
Table 3.
Properties of DPF
| Properties | Values |
| Tensile strength (MPa) | 50-290 |
| Density (g/cm3) | 0.2-1 |
| Length (mm) | 10-20 |
| Diameter (µm) | 100-900 |
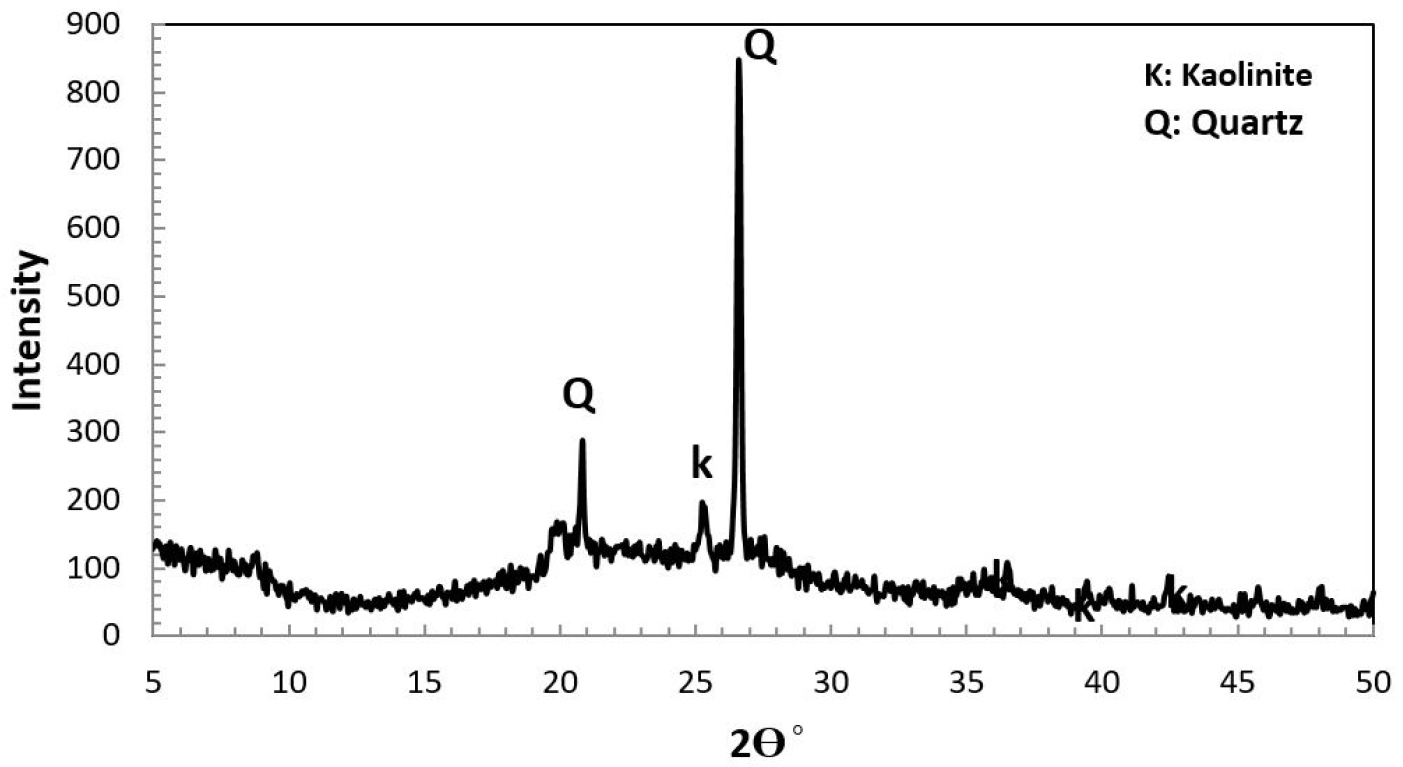
The kaolin used in this research is collected from the region Anbar governorate in Iraq. Subjected Kaolin to temperatures typically 750 ⁰C in a calcination furnace about 1.5 hrs. During heating, the kaolin undergoes a chemical reaction known as de-hydroxylation. This reaction causes the removal of hydroxyl groups (-OH) from the kaolin structure. Figure 2 shows the XRD test that indicated the transformation of kaolin to metakaolin (MK) [26].
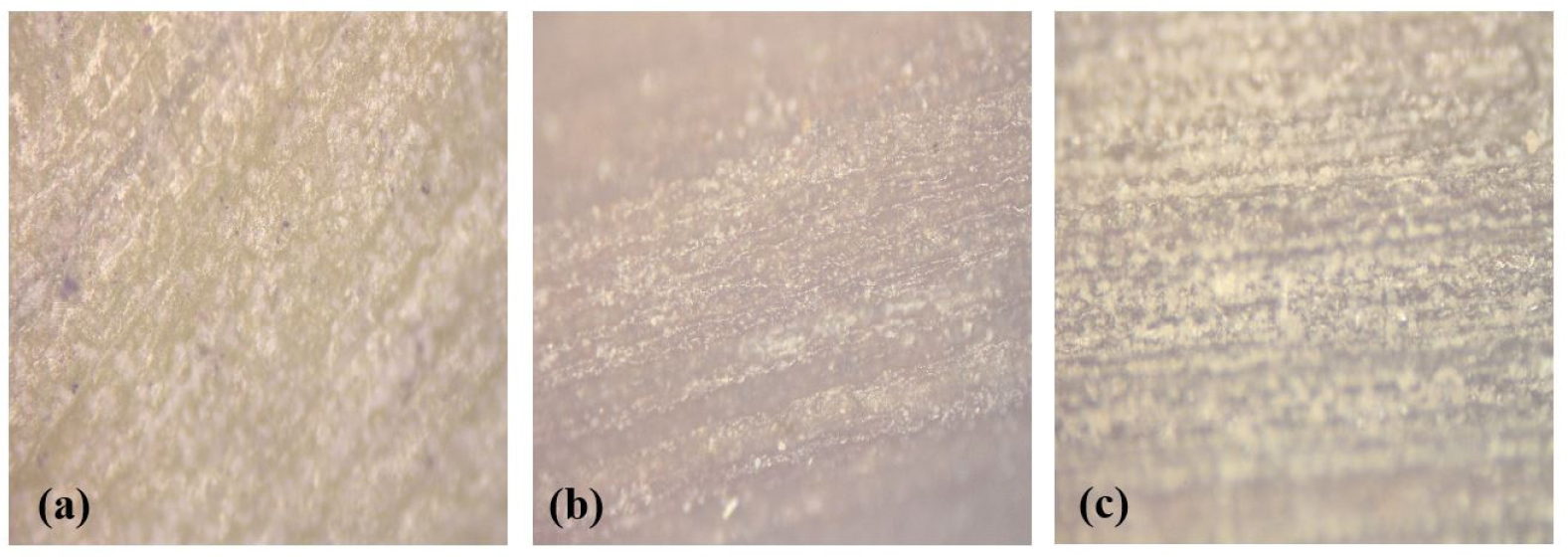
Microscopic images that be-careful taken are presented in Figure 3. In Figure 3(a), it is evident that the untreated sample exhibits a discernible green hue on its surface, along with the presence of certain impurities. Besides, in Figure 3(b), after subjecting the sample to a 24 hrs immersion and treated in sodium hydroxide, it is observed that both the green coloration and impurities have been entirely eradicated. Alongside, in Figure 3(c), an extended treatment period of 48 hours with sodium hydroxide has led to the development of a noticeably roughened surface when compared to the microscopic depiction of the sample treated for only 24 hours.
Experimental Work
Cement, sand, and water were all used in a 1:1:0.45 ratio, respectively. Different fibers contents were added to the mix mortar. The DPF content was 0.5%, 1%, 2% and 3% by weight of cement as shown in Table 4. Cube molds 50×50×50 mm was casted for compressive strength test according to ASTM C 109 [28]. Flexural Strength test were carried out on 40×40×160 mm beams under third-point loading according to ASTM C 348 [29]. Flow table test was conducted to evaluate the mortar’s workability that find the term known the flowability according to ASTM 1437 [30]. The specimen stripped after 24 h of casting and placed in normal water limited temperature about 23 ºC ± 2 ºC according to ASTM C 192 [31].
Table 4.
Mix properties
| Mix no. | Mix proportion | DPF* (%) | MK# (%) | Compressive strength | Flexural strength | ||||
| No. of specimens | |||||||||
| 7 days | 28 days | 7 days | 28 days | ||||||
| Control mix | M0 | 1:1,0.45 | 0 | 0 | 3 | 3 | 3 | 3 | |
| M1 | 0 | 10 | 3 | 3 | 3 | 3 | |||
| i. | Without Treatment | M2 | 0.5 | 10 | 3 | 3 | 3 | 3 | |
| M3 | 1 | 10 | 3 | 3 | 3 | 3 | |||
| M4 | 2 | 10 | 3 | 3 | 3 | 3 | |||
| M5 | 3 | 10 | 3 | 3 | 3 | 3 | |||
| ii. |
Chemical Treatment in NaOH – 24 hrs. | M6 | 0.5 | 10 | 3 | 3 | 3 | 3 | |
| M7 | 1 | 10 | 3 | 3 | 3 | 3 | |||
| M8 | 2 | 10 | 3 | 3 | 3 | 3 | |||
| M9 | 3 | 10 | 3 | 3 | 3 | 3 | |||
| iii. |
Chemical Treatment in NaOH – 48 hrs. | M10 | 0.5 | 10 | 3 | 3 | 3 | 3 | |
| M11 | 1 | 10 | 3 | 3 | 3 | 3 | |||
| M12 | 2 | 10 | 3 | 3 | 3 | 3 | |||
| M13 | 3 | 10 | 3 | 3 | 3 | 3 | |||
| iv. |
Mechanical Treatment | M14 | 0.5 | 10 | 3 | 3 | 3 | 3 | |
| M15 | 1 | 10 | 3 | 3 | 3 | 3 | |||
| M16 | 2 | 10 | 3 | 3 | 3 | 3 | |||
| M17 | 3 | 10 | 3 | 3 | 3 | 3 | |||
| Total no. of specimen | 48 | 48 | 48 | 48 | |||||
| 192 | |||||||||
Results and discussion
Flowability
The flowability measured according to ASTM C 1437 [30], the addition of DPF on the mixes had been significance on flow of the mortar as shown in Figure 4. The flow of the control mix (M0) was 145%. Besides, 140% of flow for mix M1 that have 0% DPF and 10% MK content. I can noticed the MK having influence on the flow of mortar [32].
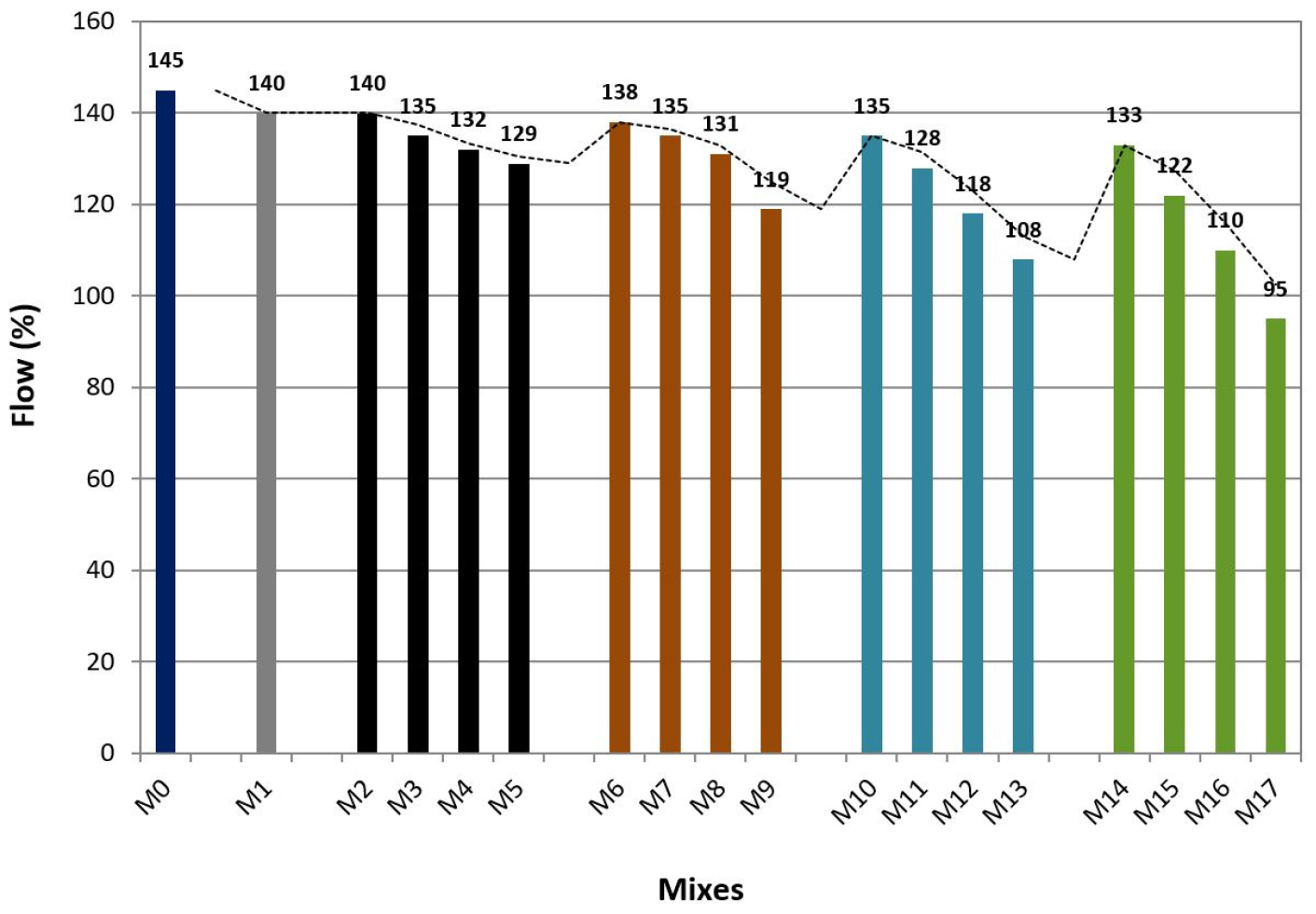
The flow of the mixes it was between 140% and 108%. Generally, the DPF was affect on the flow as shown in Figure 4. This effect is consider slight comparing with others fibers effect on the flow of the mortar [22]. The mixes subjected to chemical treatment in NaOH - 48 hrs and mechanical treatment that shows higher effect on the flow compering with others mixes. Mixes M17 and M23 gives the least flowing that comparing with M5, M11 and control mix (M0), that contributed to the effect of treated DPF by chemical (48 hrs) and mechanical on flow of cement mortar which the DPF hinder the flow [33].
Compressive strength
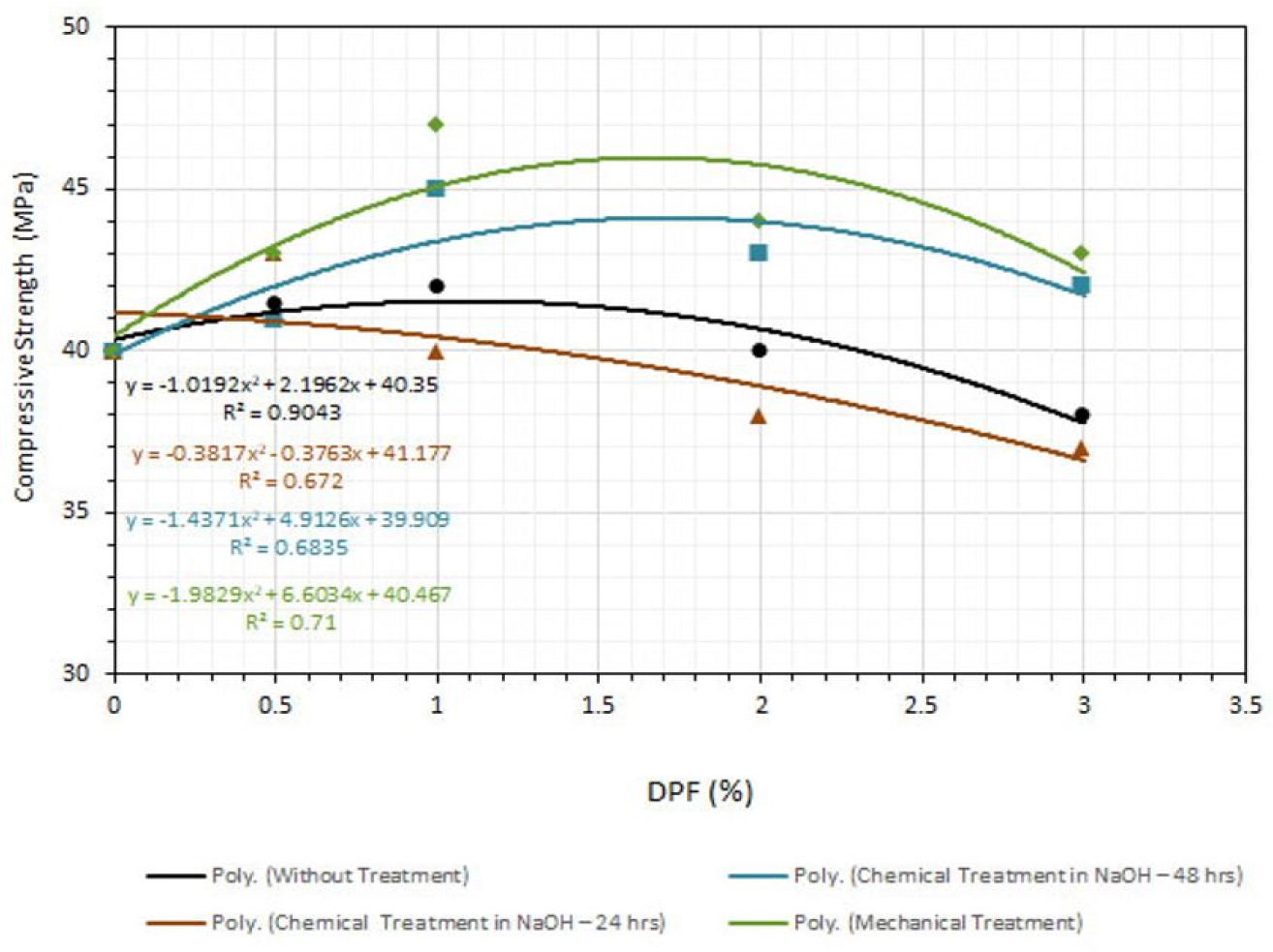
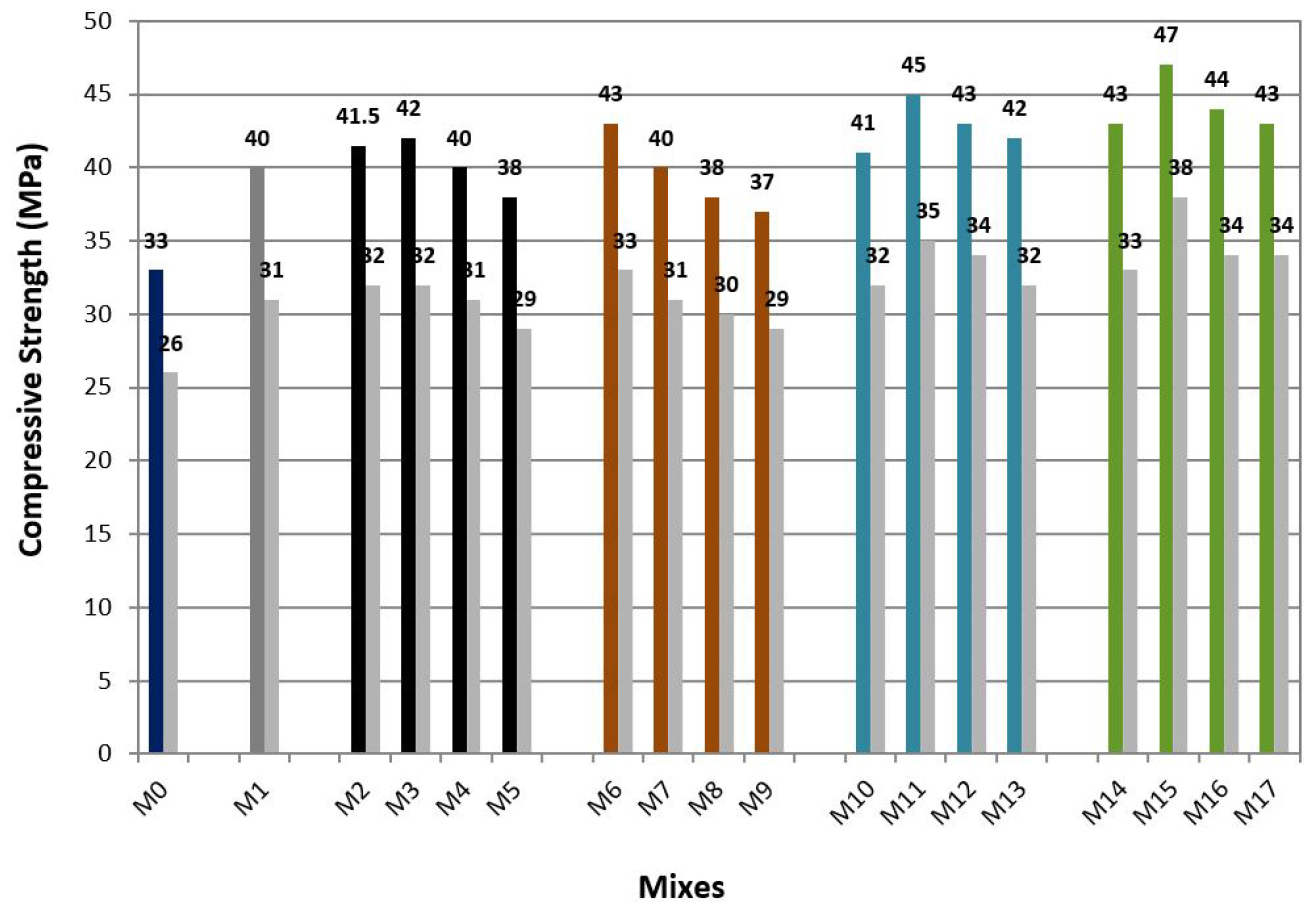
Figure 5 exhibits the effect of DPF on the compressive strength of the cement mortar. It can observed there are increases marginally when compared with the control mix (M0). On other hand, the results shows increasing in compressive strength at low volume fraction of DPF, where it can observed the higher value was at 0.5% and 1% DPF this attributed to the mechanical bond strength with the fibers increased that make delay the micro-crack formation [34, 35]. Figure 6 shows the values of compressive strength at ages 7 days and 28 days. Mix M11 and M15 showed the higher values of compressive strength where the increasing was 12.5% and 17.5% comparing with control mix. On other hand, it can observed the compressive strength of DPF treated in NaOH 48 hrs and mechanical gives the greatest values in compressive strength compared with others treatment methods.
Flexural strength
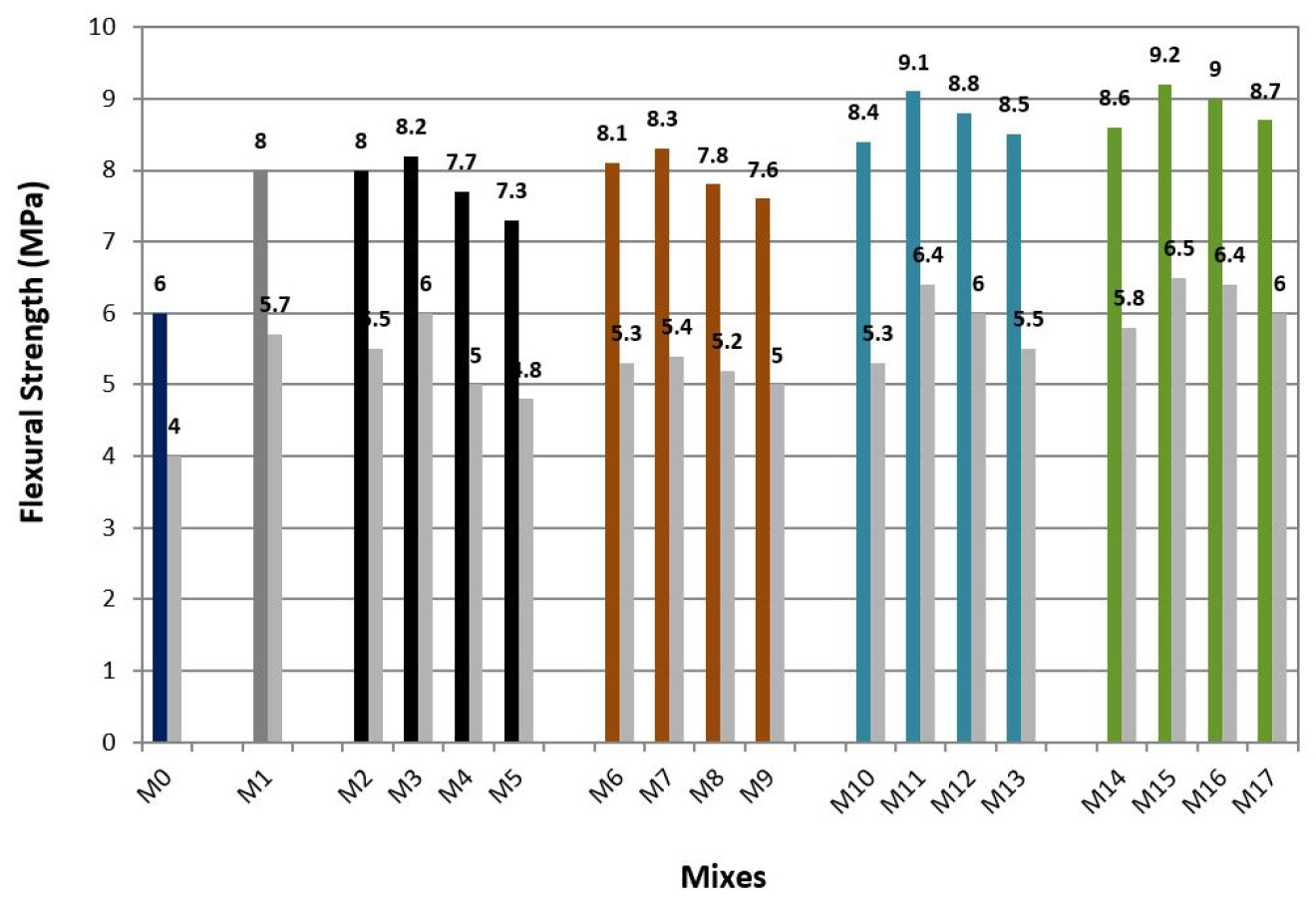
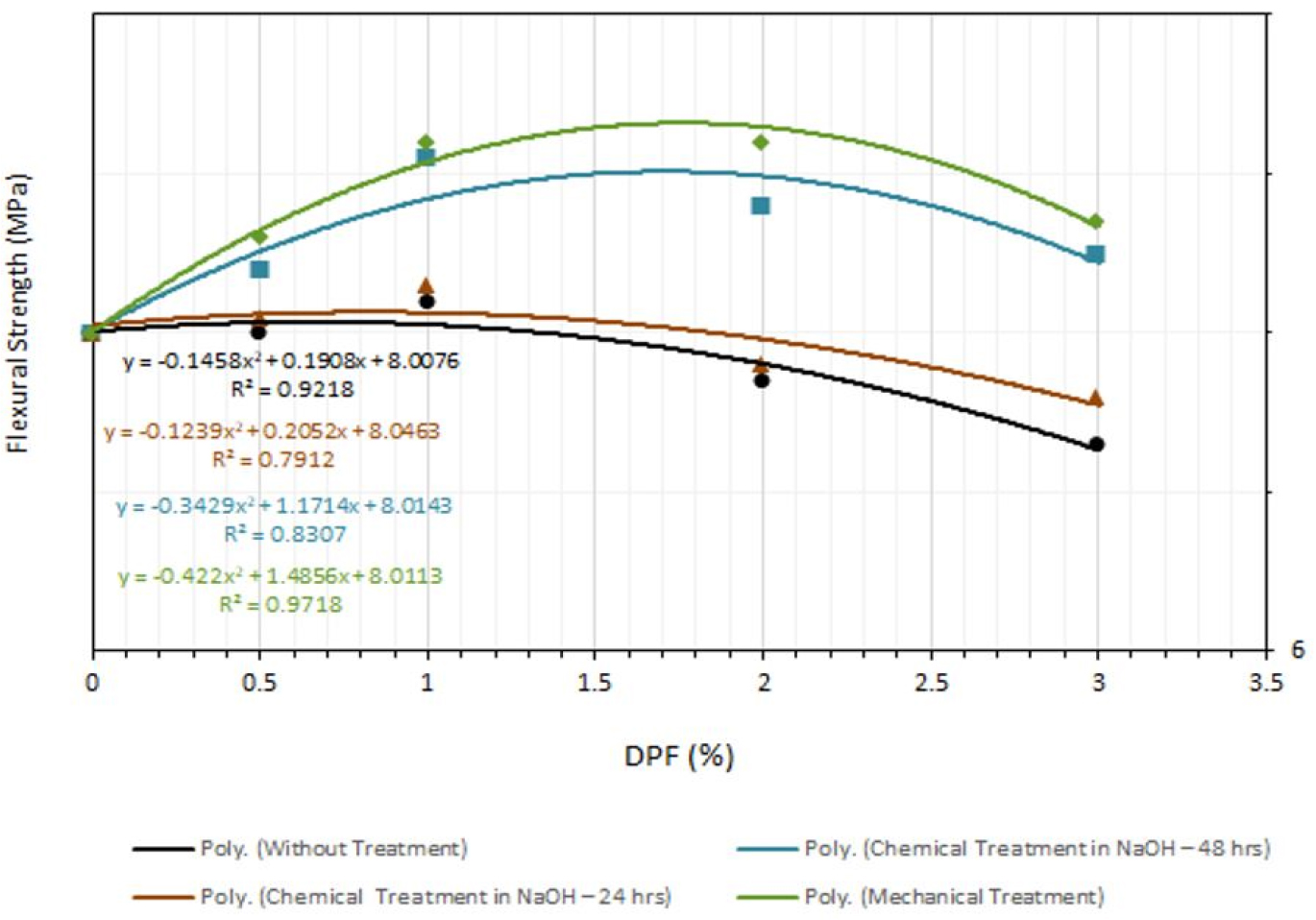
Figure 7 shows the flexural strength values of the cement mortar mixes. The mix M1 having 10% MK had a flexural strength 33% advanced than that of the control mix (M0). Besides, the mix M15 and M11 shoes the higher of flexural strength where increased about 15% and 13.7% respectively. This attributed to the developed in toughness matrix and uniformity of fiber distribution in cement mortar [36, 37]. Figure 8 shows the effect of DPF and type of the treatment on the flexural strength of cement mortar. It can observed the DPF treated in NaOH 48 hrs and mechanical gives the highest values in flexural strength compared with others treatment.
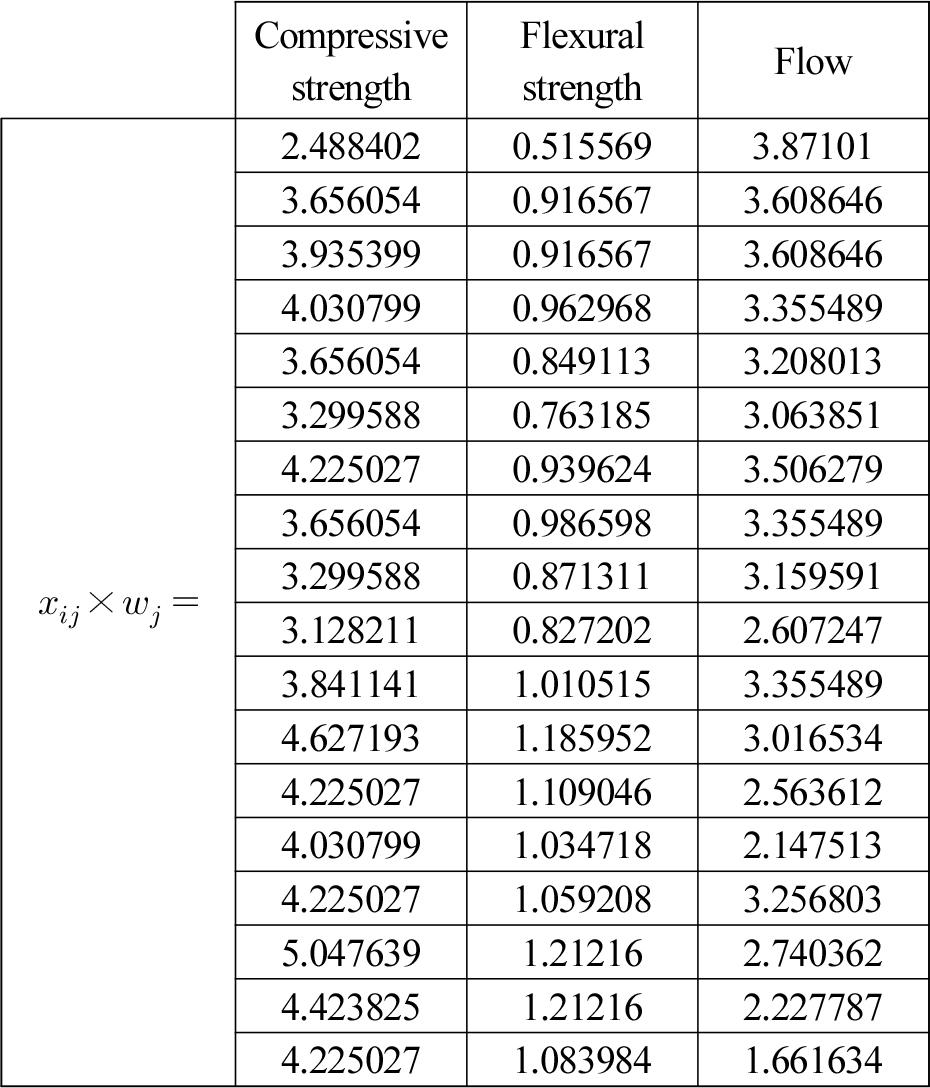
Multi-objective optimization on the basis of ratio analysis method (MOORA)
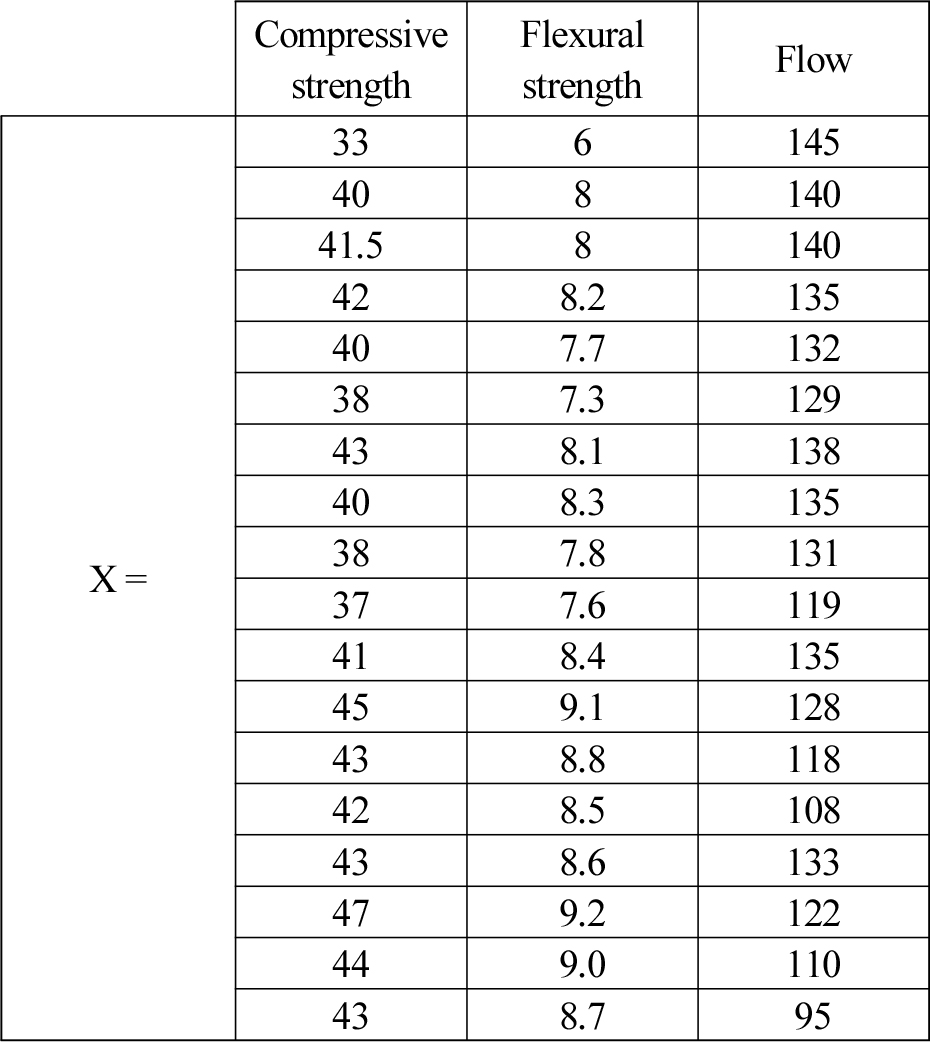
The objective (criteria) of the using the MOORA is to achieve the best mix among others mixes and different criteria, that depend on the function of each required. Many alternative in the research that desired to take the optimal between them. Maximizing strength, fibers, flow (workability) that desired and required to achieve. On other hand, minimizing the cement content, cost, density and some types of fibers. In other words, the objectives (criteria) may be beneficial (maximum values that required) and non- beneficial (minimum values will chose). The multi- objective optimization on the basis of ratio analysis (MOORA) method deems the beneficial and non- beneficial objectives (criteria) for classification and choosing the optimal mixes between many mixes and many alternatives. The steps of the method as the following:
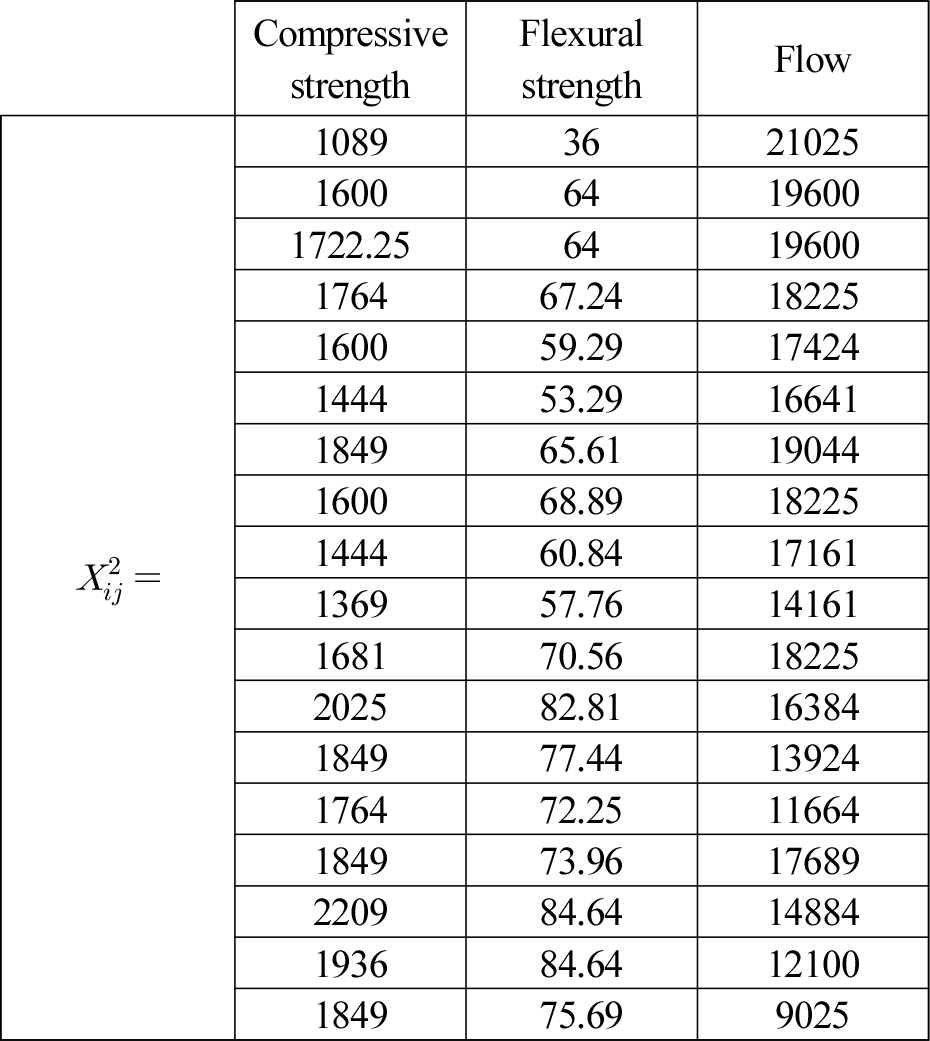
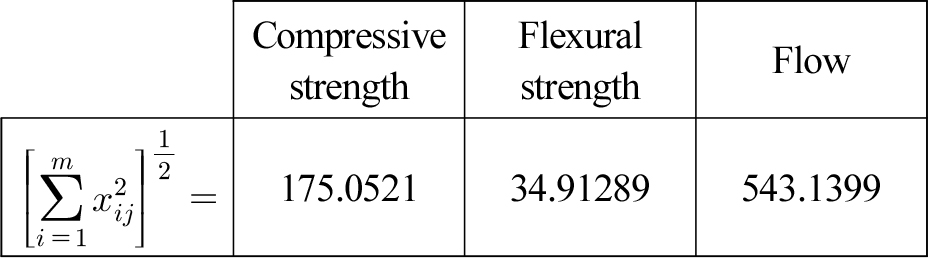
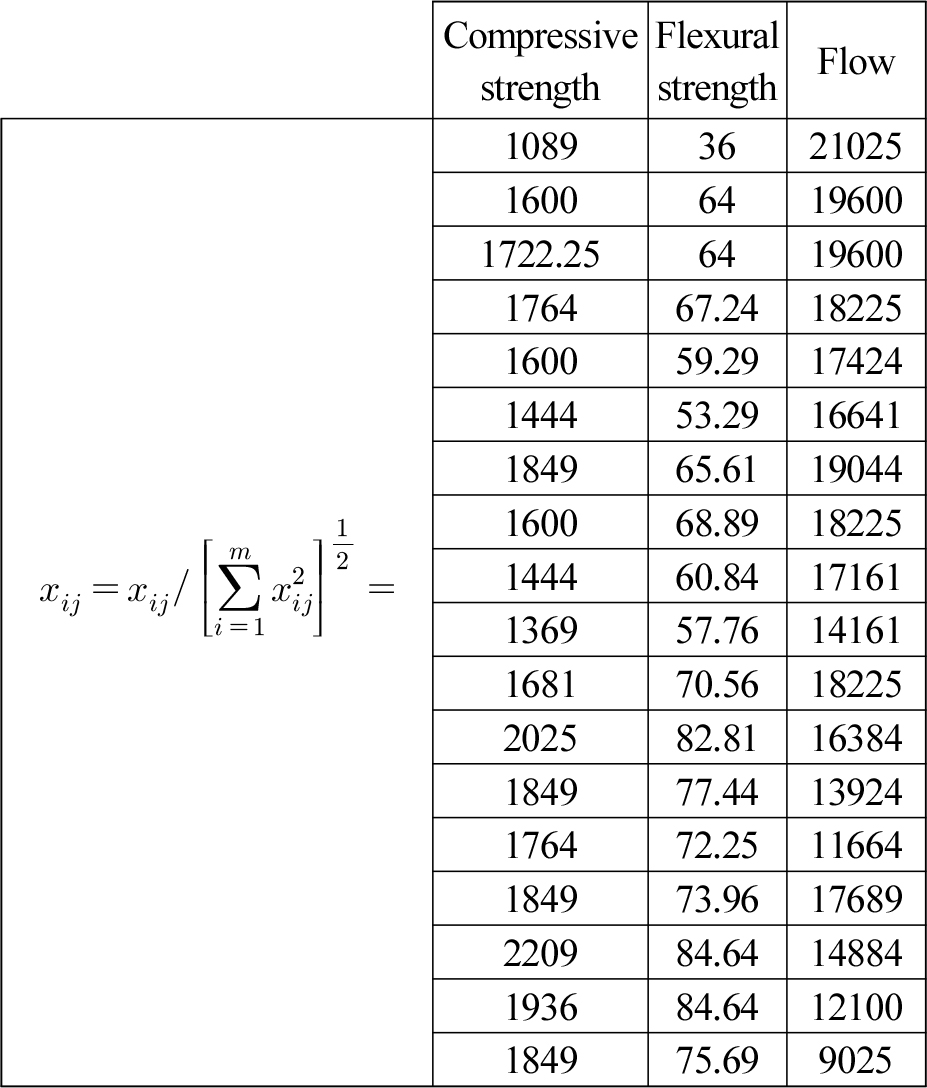
1. Normalize the decision matrix
According on the selection problem, the alternatives and attributes values are showing in below
2. Estimation of Assessment Values
According to the results values in Table 5, compressive strength, flexural strength and flowablity that will be in the decision matrix as below:
Normalized decision matrix.
Finding the

Ranking of the mixes.
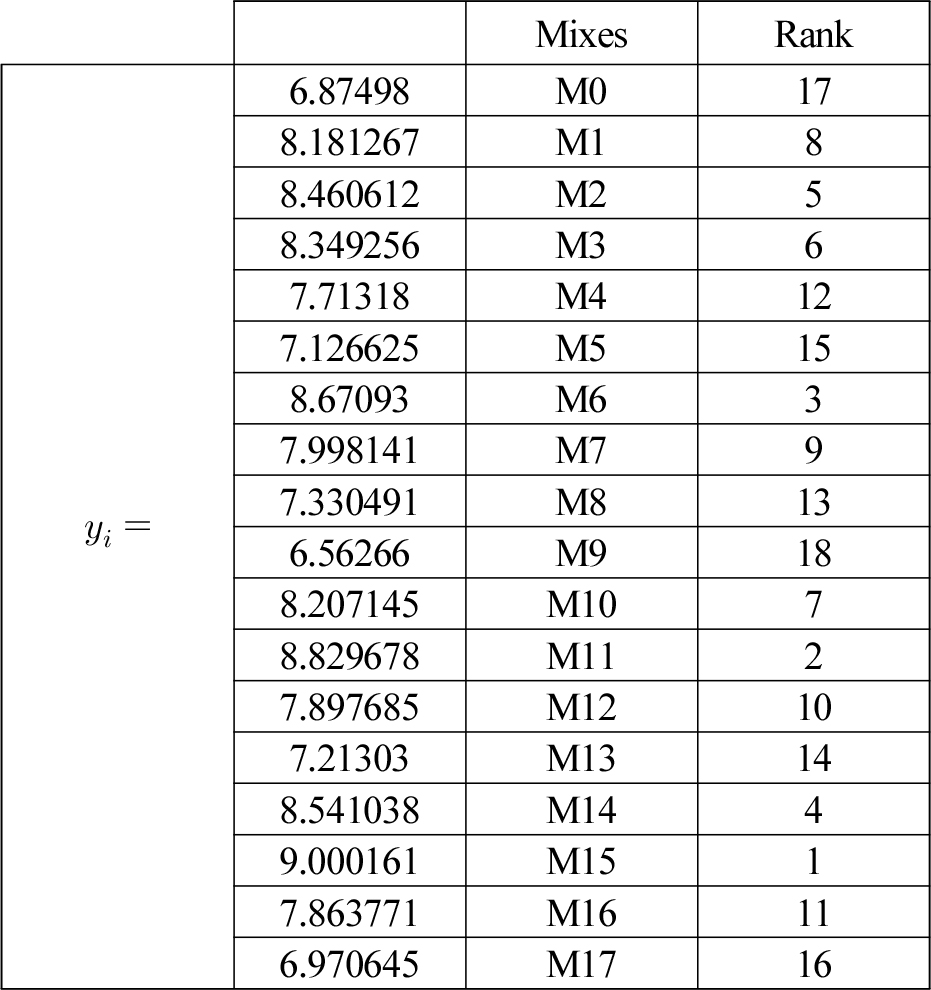
Ranks the mixes beginning descending from the best as below:
M15>M11>M6>M14>M2>M3>M10>M1>M7>M12>M16>M4>M8>M13>M5>M17>M0>M9
The MOORA results rank the mixes from the best according to the alternatives, where the mix M15 is the best mix in compressive strength, flexural strength and flowability according to the output of MOORA. The mix M11 is second mix in the rank after M15
Table 5.
The cement mortar results of compressive strength, flexural strength and flowability
Conclusion
The experimental results of this research on the cement mortar reinforced DPF and inclusion the MK rendering to the following conclusions:
1.The DPF reduce the flowability of the cement mortar, but this reducing is considering slight effect comparing with others fibers.
2.The flowability affect by the kind of treatment method of DPF, where the flow of the mixes have DPF treatment in NaOH – 48 hrs and mechanical treatment shows the lowest flow comparing with other treatment methods.
3.The additions of DPF by volume fraction 0.5%, 1%, 2% and 3% increase the compressive and flexural strength. Besides, the low dosage (0.5% and 1% DPF) giving the greatest values than the control mix. On other hand, the treatment of DPF in NaOH – 48 hrs and mechanical treatment shows the higher values of compressive and flexural strength.
4.Multi-objective optimization on the basis of ratio analysis method (MOORA) used to make an option to analysis and assess the results, where the mix M15 showed the first and best mix among the mixes according to the compressive strength, flexural strength and flowability. The mix M15 having 47 MPa, 9.2 MPa and 122%, compressive strength, flexural strength and flowability respectively.
