

Introduction
Materials
Methodology
Preparation of mix and mixing sequences
Mix proportion
Curing
Testing
Microstructural Investigation
Life Cycle Assessment for Eco-Efficiency Evaluation
Results and discussion
Fresh properties
Mechanical properties
SEM Analysis
Life Cycle Assessment (LCA)
Conclusions
Introduction
Eco-efficiency is a concept for the sustainable development of products with competitive prices that simultaneously satisfies both environmental and social purposes and now includes environmental and economic implications, as it intends to create greater value using fewer resources [1], thus, promoting principle of producing more with less waste [2]. Eco-effective construction products are meant to save natural resources during their life cycle, minimizing pollution, increasing recyclability and structural functionality and durability [3]. The environmental impact of traditional concrete can mainly be linked to the issue of cement production that in itself is a source of close to 7 to 8 percent of all CO2 emissions that can be attributed to manufacturing concrete [4]. Moreover, over-exploitation of the natural aggregates especially river sand has led to severe environmental impoverishment and loss of the natural resources [5]. These issues have motivated the widespread studies on additional cementitious materials and industrial by-products as part replacements of cement and aggregates that have resulted in creation of green and eco-sensitive concretes that have lower carbon footprint, reduced energy requirements and enhanced utilization of waste.
Most popular studied SCMs include fly ash (FA), ground granulated blast furnace slag (GGBS), and rice husk ash (RHA). Annual worldwide production of coal ash is estimated about 700 million tons of which 70% is fly ash. This flyash has performed best on replacements of 15-30 percent, without or with slight increase in 28 day strength [6, 7]. Equally, GGBS, manufactured with approximately 530 million tons on the world stage, is mechanically optimum at the replacement levels of 30-60, with improved strength on the long-term, and less strength at the early age [8, 9, 10]. RHA with a large production in rice producing approximately 750 million tons of rice husk which generates about 160 million tons of rice husk ash [11]. This RHA has a tolerable performance at replacement of 10-20% after which serious loss of strength is noticed [12].
Meanwhile, eco-friendly solutions to natural aggregates have been noted. Copper slag is a metallurgical by-product that has been reported to enhance strength and concrete durability when CS was replaced by 50% of sand and 40% of sand. [13, 14]. Waste tire crumb rubber helps in waste minimization and enhanced toughness and damping capabilities, but weakens interfacial bonding in general resulting in lost strength [15]. Recycled concrete aggregate (RCA) contributes to material circularity, but it is porous in nature, which leads to more water demand and strength reduction when recycled in large amounts [16, 17].
Although the literature on individual SCMs and alternative aggregates is vast, when several sustainable materials are used singly in concrete system, eco- efficiency is a much more complicated aspect. Large content of FA (>30-40 percent) decreases early age strength [18], RCA results in an increase in water uptake and porosity [19], and crumb rubber contents over 15 percent can result in a decrease in strength of up to 31 percent [20]. Despite the fact fibers have been reported to increase tensile capacity, crack resistance and ductility [21], higher dosage negatively impacts on workability [22]. The SCM-based interaction and combined performance involving alternative aggregates, rubber, and fibers on mechanical performance and eco-efficiency are not fully researched. Few studies have been carried out in terms of hybrid systems- say 20% FA and 30% copper slag- where a strength increment of up to 27 percent was reported [23].
Based on the literature reviewed, it can be concluded that the available literature relates mostly to single- parameter substitutions or limited binary combinations, whereas little is done on multi-component eco-efficient concrete mixes that can address binder replacement and provide sustainability in aggregates, as well as the use of waste and improvement in mechanical performance. Besides, the synergistic effect between SCMs, recycles aggregates, crumb rubber and fibers especially on retention of strength, ductile properties and general eco- efficiency has not been conducted in a systematic research.
Out of this gap, the current research will examine a composite concrete system of eco-efficiency which includes the optimization of the proportions of SCMs, sustainable aggregates, crumb rubber, and fibers. The work is concerned with finding balanced mix compositions that can counter the negative effect of the constituent elements but tap the beneficial compliments. The research considers mechanical performance and material efficiency to develop a sustainable high performance concrete model that can minimize the effect on environment without interfering with the structural needs. While the incorporation of supplementary cementitious materials and waste aggregates is often associated with sustainability, true eco- efficiency must be demonstrated quantitatively rather than assumed qualitatively. Therefore, in addition to mechanical evaluation, the present study integrates a life cycle assessment (LCA) framework to quantify environmental performance. The embodied energy (EE) and global warming potential (GWP) of the developed optimum mix concrete were evaluated and compared with those of conventional concrete. This approach ensures that the term “eco-efficient” is justified through measurable reductions in energy consumption and carbon emissions rather than solely through material substitution.
Materials
Eco-efficiency is focused on maximizing production with the least impact on the environment that involves the application of resource efficient materials which have reduced environmental effects. In this study, cement, GGBS, fly ash, rice husk ash, river sand, rubber crumb, copper slag and steel fibers were employed, each of which has a positive contribution towards sustainability in the construction based on the outcomes of this work.
In this study Ordinary Portland Cement (OPC) of 53 grade that is in compliance with IS 12269-2013 with specific gravity of 3.15. Prior to the test, it was tested according to IS 4031- 1996 (Reaffirmed 2021) and chemical compositions were identified by XRF (Table 1).
The fly ash was sieved to eliminate lumps, and is a by-product of coal combustion in power plants. The analysis of XRF (Table 1) demonstrated the presence of major oxides such as SiO2, Al2O3, and Fe2 O3 which met the requirement of IS 3812-2003 and particle size ranged from 150-200 um.
Blast furnace slag formed GGBS was predominantly composed of SiO2, calcium oxide, Al2O3 and MgO that conformed to IS 12089-1987 (reaffirmed 2018) as indicated in Table 1.
Table 1.
Chemical composition as per XRF
RHA is the product of incineration of rice husk. RHA used in this study underwent XRF analysis tabulated in Table 1 and was found that RHA contained high silica (SiO2) content of 83.44%, with minor amounts of MgO, Al2O3, Na2O, and CaO, indicating its strong pozzolanic potential.
The fine aggregate was a natural river sand (Zone III according to IS 383-2016) with a specific gravity of 2.60 and a fineness modulus of 2.93. Others were crumb rubber and copper slag sand, which were tested as per IS 2386-1963 (reaffirmed 2021). Specific gravity of crumb rubber was 1.20 and fineness modulus 4.33 and specific gravity and fineness modulus of copper slag sand (below 4.75 mm sieve) was 3.08 and 3.40 respectively.
In coarse aggregates, natural aggregates, recycled coarse aggregates (RCA), and copper slag aggregates were used. Using IS 383-2016, natural aggregates, recycled coarse aggregates and copper slag crushed using jaw chipper were tested. Their specific gravities were 2.64, 2.35 and 3.54 respectively.
Steel fibers were used to enhance bonding and strength. The lengths of the fibers were 20-35 mm and the diameter was 0.3-0.6 mm.
Polycarboxylate-based superplasticizer was applied to improve the workability and strength in accordance with the IS 9103-1999 (reaffirmed 2004) in order to guarantee that the concrete received enough hydration and delivered better performance.
Methodology
The approach that was used in this study was aimed at developing an eco-efficient concrete mix with better mechanical performance and sustainability. The choice of constituent materials and their replacement rates were found after thorough analysis of the literature and made sure that they were consistent to up to date research practice and did not have any arbitrary proportional mixes. The proportion of replacement of the binders, fine aggregates, and coarse aggregates was adopted within ranges that have been previously explored by other researchers, and there is room as regards to performance optimization under the current experimental conditions.
The foundation behind the choice and comparison of mix designs was based on their mechanical performance, which was checked by their compressive strength, flexural strength and split tensile strength. The process of optimization was done in gradual steps whereby one step was done based on findings of the previous step thus guaranteeing reasonable and gradual advancement of mix design. During the first stage, several binder compositions using eco-efficient materials were obtained and tested. Depending on the mechanical performance, mix with most desirable properties of strength was chosen and used as reference mix in further stages. During the second and third phase, the replacement levels of fine aggregates (sand) were also varied whereby the chosen levels were again instructed by the discoveries reported in the literature. The mix which shows high mechanical performance of all the sand-modified mixes was selected as fine aggregate variation. The fourth phase involved research on coarse aggregates variations with the help of the binder variations found in the first phase. This strategy allowed to find the optimal mix of binder, sand and aggregate replacements. This mixture that showed the highest balanced performance in compressive, flexural and split tensile strength was called ‘optimum mix’. After determining optimum mix, a final optimization of the same mix took place to further improve its mechanical performance by adding steel fibers to the mix.
In general, the methodology adopted provided a structured, literature-based, and performance-based strategy in the optimization, which was required to enable the creation of an eco-efficient concrete mix with enhanced mechanical characteristics.
Preparation of mix and mixing sequences
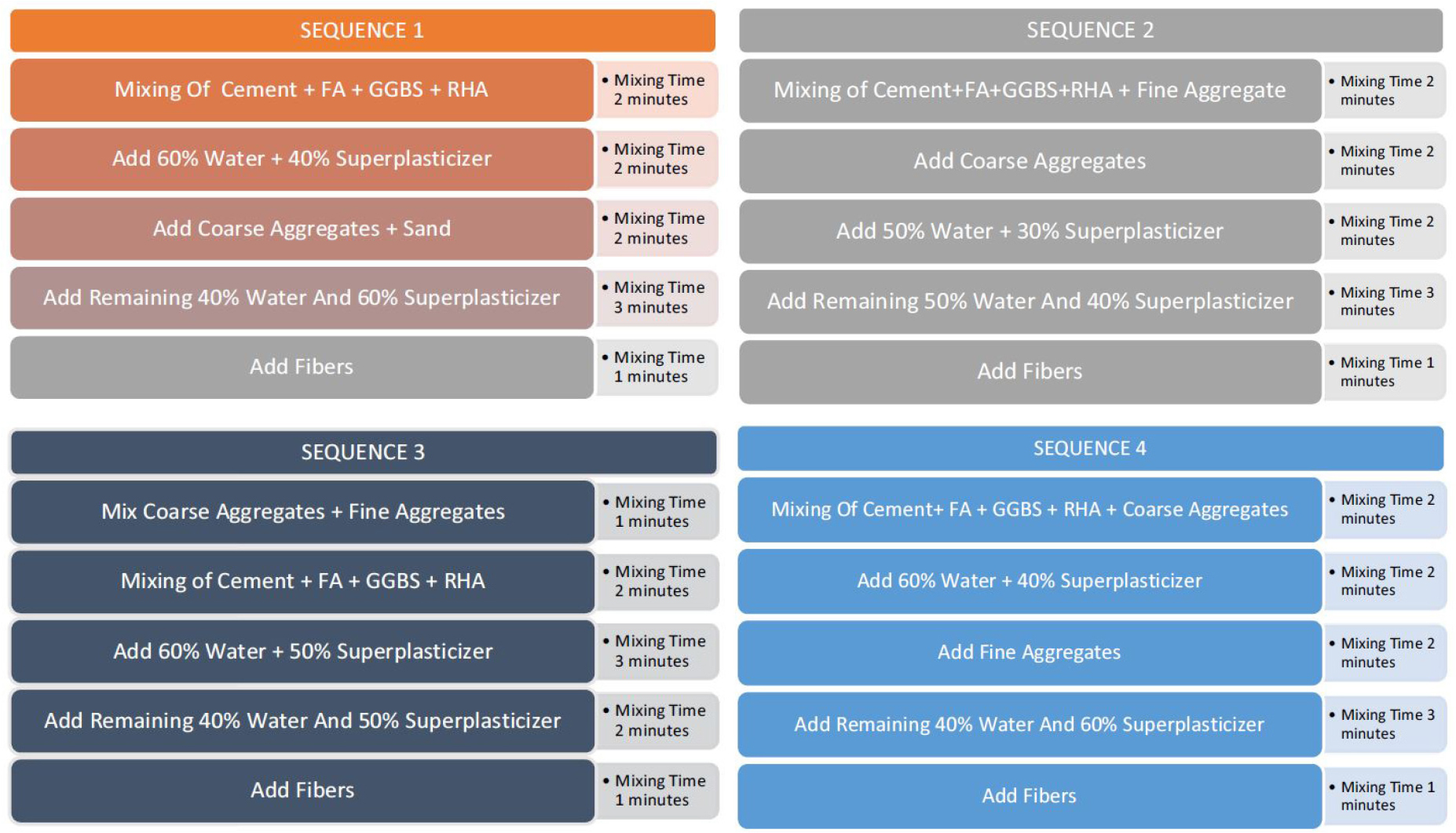
This work has a strict control of materials and mixing. SSD condition was graded using natural aggregates and graded as per the IS 383-2016, and slag and waste concrete was crushed into copper slag and RCA. To guarantee homogeneity both hand mixing and tilt-drum mechanical mixing were employed. The four sequences (Figure 1) were tried with the target slump of 70-120 mm. The sequences were first mixed by adding cement, fly ash, and GGBS then 600 parts of water + 400 parts of superplasticizer were added then the aggregates, rest of the water, admixtures, and fibers. The fines, cementitious materials in sequence 2 were added then half water, 1/3 superplasticizer, remaining quantities and fibers. Sequence 3 blended coarse and fine aggregate 1 min later, cement, fly ash, GGBS, 60% water, water left, and fiber was added. The sequence 4 was topped with coarse aggregate and cementitious material, 60 percent water + 40 percent superplasticizer, fine aggregates, the rest of the water and fibers.
The slump values obtained from the four mixing sequences are presented as range bars in Figure 2. Since workability varied within an interval rather than a single value, a floating bar representation was adopted to illustrate the minimum and maximum slump achieved for each sequence.
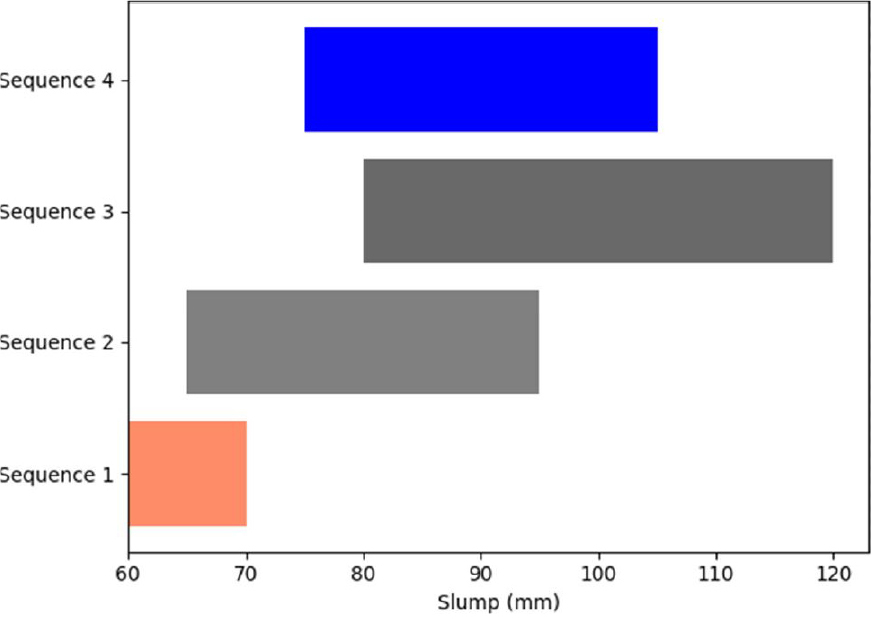
Out of these mixing sequences the mixing sequence 3 was chosen as the best as is recommended as a guideline for production of eco efficient concretes because by this sequence the samples had a better consistency and homogeneity. Moreover, concrete mixed on Mixing Sequence 3 showed better workability, and the obtained values of slump were between 80 to 120 mm, which is within suitable value that would be used to produce block and cast without segregation and undue bleeding. This sequence is characterized by a well-balanced mixing mechanism between the performance of fresh and hardened concrete, due to increased homogeneity and controlled workability. As a result, Mixing Sequence 3 was decided upon as the standard mixing sequence in all further mixing sequences in this study.
Mix proportion
As stated in methodology the optimization was carried out in five phases. During the Phase 1 binder optimization phase, the proportions of supplementary cementitious materials were varied extensively, with fly ash (FA), ground granulated blast furnace slag (GGBS), and rice husk ash (RHA) each investigated within a replacement range of 10–50% of cement as shown in Table 2. The proportion ranges of materials were selected based on the individual literature survey of each material [26, 27, 28, 29]. Numerous trial mixes and casting cycles were conducted to evaluate different binder combinations. For instance, the notation F25 G25 denotes a blend containing 25% fly ash, 25% GGBS, and 50% cement, while G30F20 represents 30% GGBS, 20% fly ash, and 50% cement. Similarly, several other combinations such as F50G0, G50F0, and G12.5F12.5R12.5 were prepared and tested. Table 2 represents different mixes with Batch numbers from B1 to B10. These binder blends were systematically screened based on their mechanical performance, including compressive strength, flexural tensile strength, and split tensile strength.
Table 2.
Mix Proportions Showing Binder Variations
From this Phase 1, through extensive experimental trials and comparative evaluation, the blends F0G50, F15G35, F20G20R10 and G40R10 showed superior mechanical performance, as they consistently demonstrated higher strength values across the evaluated parameters; hence, these mixes were selected as controls for the next phases and were named optimum mix O1 to O4, respectively. It is once again reiterated that the choice of these mixes as control/reference mixes was determined by their mechanical performance. The main sources of information about structural performance and load-bearing capacity of concrete are mechanical characteristics, such as compressive strength, flexural strength, and split tensile strength.
In Phase 2 sand was replaced partially by 10%, 15%, and 20% of crumb rubber and was first used with the phase 1 mix named O1. Similarly it was done with mixes O2 to O4 as shown in Table 3. These replacements were done based on reports that crumb rubber replacements below 10% do not have significant effects on strength, and above 20% contents significantly weaken because of poor bonding [30]; hence percentages of 10, 15 and 20 were chosen. For replacement of sand with copper slag sand (Phase 3) both 25% and 50% replacements were first used with the mix O1 from phase 1 and repeated in similar manner with O2 to O4 as shown in Table 3. Likewise, slag replacements of copper below 25% have marginal effects, whereas replacements of copper above 50% are found to decrease the strength [31] and that is the reason why 25% and 50% slag replacement levels are chosen.
Table 3.
Mix Proportions Showing Variation of Sand by Rubber Crumb (Phase 2) and Copper Slag Sand (Phase 3)
From this Phase 2 mix O2, having 10% rubber crumb, and from Phase 3 mix O2 with mixes containing 25% copper slag as a sand replacement, were selected as optimum variations under the fine aggregate variation phase. The choice of these mixes was guided by their mechanical properties, which are compressive strength, flexural strength and split tensile strength, which are important structural performance indicators.
In Phase 4, the control mixes namely O1, O2, O3 and O4 were used and coarse aggregates were replaced in proportion as 50% natural coarse aggregates along with 50% recycled aggregates, Another variation was as 50% natural coarse aggregates along with 50% copper slag aggregates and the last variation was as 50% natural coarse aggregates along with 25% recycled aggregates and 25% copper slag aggregates as shown in Table 4. These percentages of replacement were selected due to reports of existing literature which have established a 50% replacing percentage of recycled coarse aggregates (RCA) and copper slag aggregates (CSA) which usually does not lead to significant changes in its performance [32, 33]. Literature further denotes that RCA greater than 50% result in reduced strength and workability because they are more porous and water absorbent [34]. Unlike, in case addition of more than 50% copper slag resulted in strength reduction due to the increase in the free water content in the mix. [35]. Thus, a 50% replacement level that was backed by earlier literature was chosen to avoid favoring either performance, workability, or sustainability. Combined effect of the two materials was explored with an objective of counterbalancing the weaknesses of recycled aggregates by the positive physical properties of copper slag, with a hybrid replacement whose components consisted of 25 percent recycled aggregates and 25 percent copper slag aggregates.
Table 4.
Mix Proportions Showing Coarse Aggregate Variations
From Phase 4 the mix O2 with 50% copper slag aggregates performed better than the control mix in terms of mechanical properties. Mechanical properties such as compressive strength, flexural strength and split tensile strength serve as basis for the performance of any structure. So this mix O2 (Phase 1) along with 15% rubber crumb and 25% copper slag sand (Phase 2 and 3) when used with 50% copper slag aggregates (Phase 4) was treated as OPTIMUM MIX and this optimum mix was used in the phase 5 for fiber variation to enhance the properties of this optimum mix as stated earlier in the methodology section.
In Phase 5 (Table 5), steel fibers (1-2% by volume) were added into the mix to determine the optimum quantity of fibers so that the properties of the eco efficient mix (OPTIMUM MIX) can be enhanced. The dosage of 1.0, 1.5 and 2.0 percent of steel fiber was determined after a wide survey of the literature available. Studies have shown that fiber contents less than 1.0 percent tend to produce an insignificant effect on mechanical properties because fiber volume is too small to bridge cracks and assist in transferring loads [24]. On the other hand, fiber content above 1.5% has been found to enhance, agglomeration, ineffective dispersion and low workability, which results in creation of voids and subsequent decrease in strength [25].
Table 5.
Mix Proportions Showing Optimum Mix With Fiber Variations
From this Phase 5 the mix O2 with 1.5% steel fibers performed better than the control mix in terms of mechanical properties.
Curing
The cubes of concrete were demolded and stored in clean water-curing tank of 7, 28 and 56 days in order to achieve complete hydration and even strength development.
Testing
The mechanical and microstructural performance was assessed using compressive, split tensile and flexural strength tests and SEM analysis through compressive tests on 150x150 mm cubes and 100x100 mm cubes, and split tensile tests on 150x300 mm cylinders following the IS 516 (Part-1 Sec-I)-2021. As per codal provision for compressive strength load was applied without shock at a rate of 14 N/mm2/min and for split tensile strength load was applied at a rate of 1.2 to 2.4 N/mm2 /min. Beams cured for 28 days with 100x100x500 mm were used in obtaining flexural strength as per IS 516 (Part-1 Sec-I)-2021 and a loading rate of 1.8 KN/min.
Microstructural Investigation
Microstructural analysis was measured with high magnification using a Hitachi 3600N microscope on polished, coated samples in National Institute of Technology Srinagar.
Life Cycle Assessment for Eco-Efficiency Evaluation
To quantitatively validate eco-efficiency of the optimum mix, life cycle assessment (LCA) was performed. Embodied energy (MJ/m3) and global warming potential (kg CO2-eq/m3) were selected as key environmental impact indicators. Inventory data for cement, supplementary cementitious materials, natural aggregates, recycled aggregates, copper slag, and crumb rubber were obtained from established databases and published literature. The functional unit was defined as 1 m3 of concrete. Environmental impacts of the optimized mix were compared with those of the control mix. The LCA results therefore provide quantitative support for classifying the developed material as eco-efficient concrete.
Results and discussion
Fresh properties
Workability
To assess workability, chosen representative mixes were deliberately carried out and not on all the trial mixes, to isolate individually and clearly show individual influence of each major material modification on fresh concrete behavior. In slump cone test according to the IS 1199-1959 (Reaffirmed Year : 2018 ) 100 mm slump of control mix was observed to be 105 mm in case of F15G35 mix because of the ball-bearing effect of fly ash. The optimal binder mix, F15G35 that will be used in the final optimized product which will be discussed in the following chapters, was chosen to determine the impact of the inclusion of fly ash into the workability, especially its infamous ball bearing effect.
A typical rubber-modified mix was taken to evaluate effect of crumb inclusion since it has been established that rubber particles are capable of considerably affecting workability as it has low stiffness and is hydrophobic, and irregularly shaped. Replacement with rubber crumb minimized the slump to 65 mm and recycled coarse aggregates had slump of 72 mm and, copper slag had slump of 77 mm, which came down to 62 mm with steel fibers. Likewise, mix using recycled coarse aggregates (RCA) were tested to determine the impacts of elevated water absorption and surface roughness on the slump action.
Even though a variety of intermediate mixes was tested at the stage of binder, sand, aggregate and fiber optimization, the provided mixes are selected as those examples of the most important steps of material alteration, which clearly demonstrate how each component, fly ash, GGBS, rubber crumb, recycled aggregates, copper slag, and steel fibers influence the workability. This will maintain transparency and prevent repetition and redundancy and it will be possible to make meaningful interpretation of workability trends without repetition of similar results.
Mechanical properties
Results of Mechanical Properties of variation in binder (phase 1)
During the binder optimization phase, the proportions of supplementary cementitious materials were varied extensively, with fly ash (FA), ground granulated blast furnace slag (GGBS), and rice husk ash (RHA) each investigated within a replacement range of 10–50% of cement as shown in Figure 3 and Figure 4.
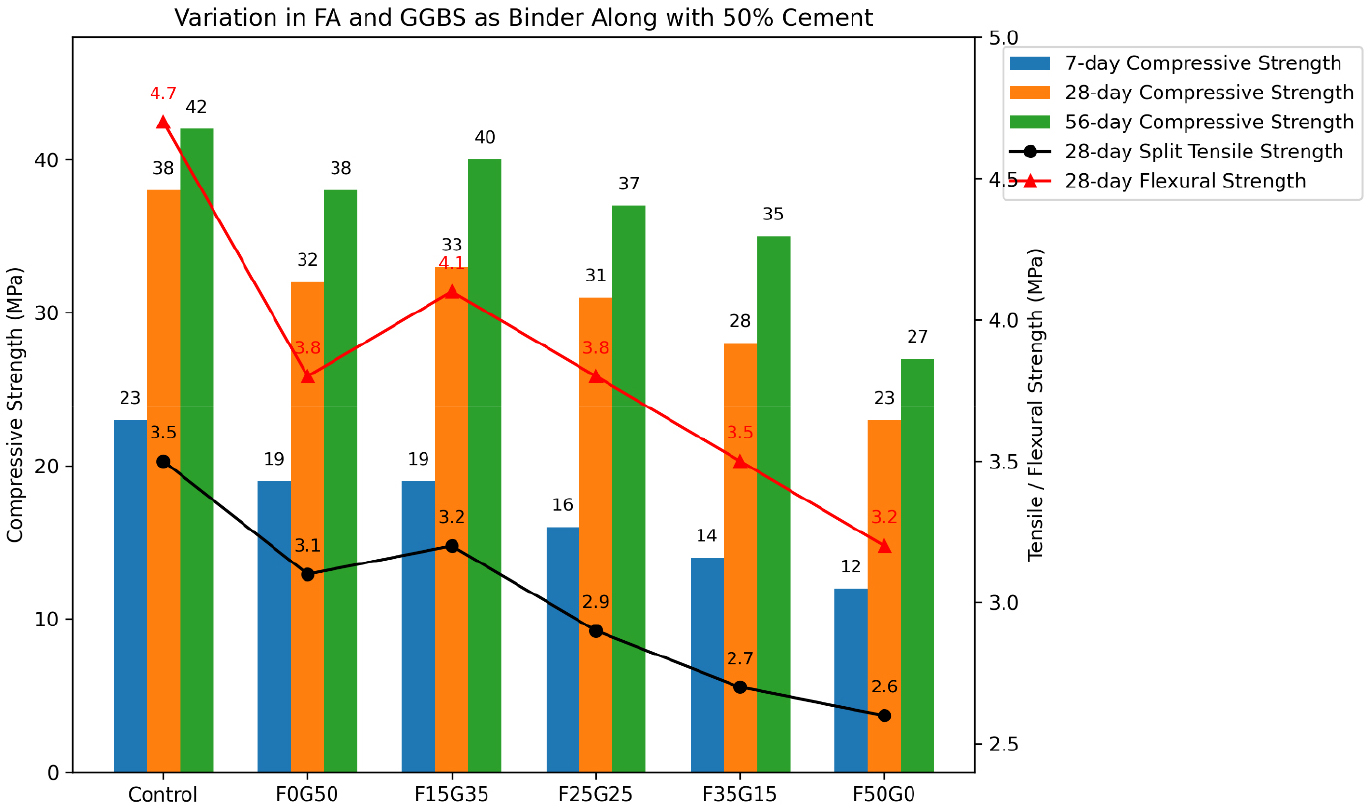
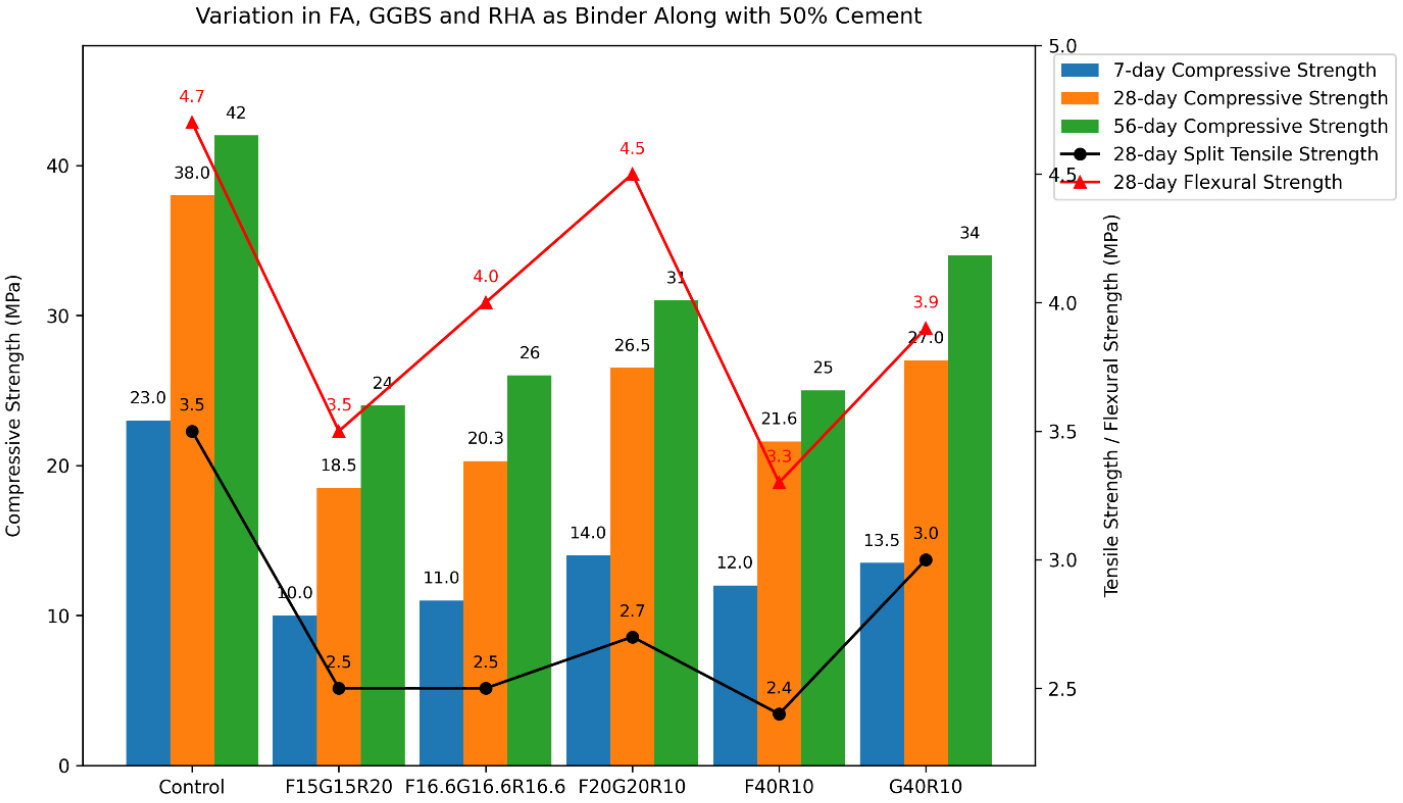
Figure 3, shows that the control mix always performed better in terms of mechanical performance than blended mixes due to predominant contribution of ordinary Portland cement in early hydration and overall development on the strength. Blends containing more fly ash recorded reduction in compressive strength, split tensile strength, and flexural strength especially at initial ages. This decrease shows that fly ash does not contribute much in early curing times because its major nature is pozzolanic which depends on the presence of calcium hydroxide produced through the hydration of cement. To the contrary, a mixture with a greater part of GGBS (F0G50 and F15G35) showed a significant increase in strength at an older age, showing the positive contribution of GGBS to the development of strength over time. The slower but prolonged of strength of these mixes is due to latent hydraulic behavior of GGBS which becomes reactive after second week of curing. In general, the trends in observed strengths are regulated by the dissimilar reactivity of fly ash and GGBS since GGBS plays a stronger role in the development of the later-age strengths than fly ash does. These results are in good agreement with the observations made by Phul et al. [36].
As in Figure 4, the use of RHA has caused decrease of compressive, split tensile, and flexural strengths of all mixes with the degree of decrease corresponding to the increasing RHA content. This tendency is more or less corresponding to the results obtained by Varun et al. [37] and Chao et al. [38]. The associated lost strength is mainly explained by the porous and fine nature of RHA, which interferes with the arrangement of the particles, raises the amount of voids, and increases the quantity of water required, thus suppressing strength of the concrete microstructure. With increased levels of RHA, the loss in mechanical performance was profound showing that too much RHA has a negative influence on development of strength. Conversely, blends with low levels of RHA content with increased GGBS levels had relatively high strengths retained later in the ages as seen in mixes like G40R10 and F20G20R10. This enhanced performance is related to the latent hydraulic reactivity of GGBS which helps in the pore refinement and microstructural densification with time, partly offsetting the negative impact of RHA. In general, the obtained results show that though RHA tends to degrade mechanical strength, its negative effect may be alleviated by using it in smaller proportions with an increase in GGBS content that leads to the production of comparatively more acceptable mechanical performance of the modified mixes.
From these results the blends like F0G50, F15G35, F20G20R10 and G40R10 showed superior mechanical performance, as they consistently demonstrated higher strength values across the evaluated parameters hence these mixes were selected as controls for the next phases and were named O1, O2, O3, and O4 respectively.
Results of Mechanical Properties of variation in rubber crumb (phase 2)
Crumb rubber was incorporated as a fine aggregate substitute at replacement levels ranging from 10% to 20%. Figure 4 shows the incorporation of rubber crumb as sand replacement results in a consistent reduction in 28-day compressive, split tensile, and flexural strengths across all mix combinations. Compressive strength shows the most pronounced decline as rubber content increases from 10% to 20%, primarily due to the fact that rubber crumb is not very firm, it fails to bond with cement paste, and it’s surface is hydrophobic and dislodged creating weak interfacial areas and stress concentrations. Split tensile and flexural strengths also decrease gradually, reflecting reduced stress transfer efficiency and matrix continuity. Nevertheless, mixes with 10% rubber replacement maintain comparatively better mechanical performance, indicating that limited substitution can provide a balance between strength and ductility, which is in good agreement with Liu et al. [39]. F15G35 mix had the greatest strength at all levels of replacement, and G40R10 outperformed F20G20R10, which showed that it is more compatible with rubber crumb.
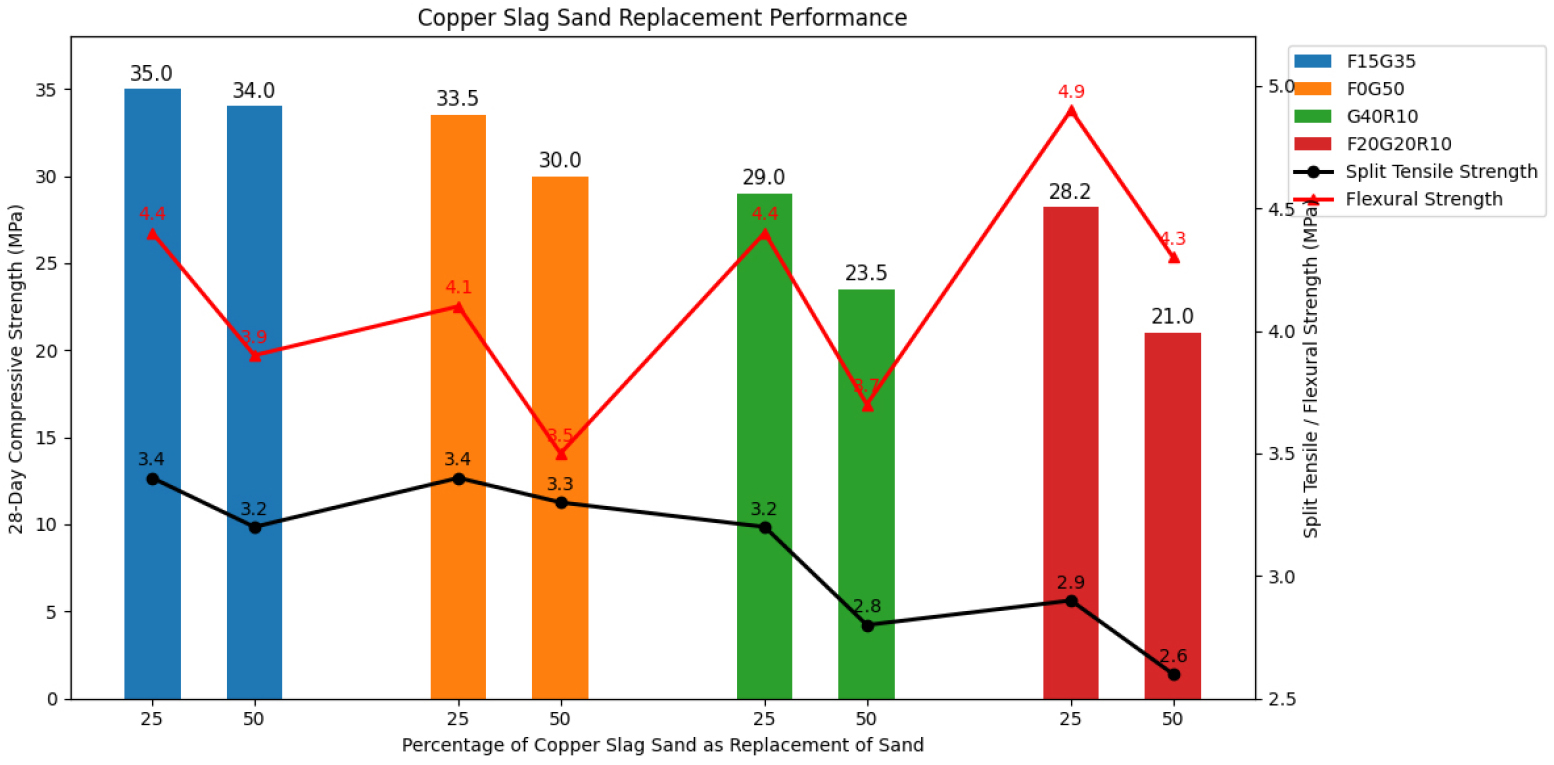
Results of Mechanical Properties of variation in copper slag sand (phase 3)
Figure 5 demonstrates that a direct substitution, at an equivalent portion of river sand with copper slag yields a distinct subsequent pattern in which all mixes acquired strength at 25% of the replacement, and subsequently lost their strength at 50% which is in line with previous research [40]. This behaviour is because moderate levels of copper slag enhance packing as it consists of angular and compact particles and at extreme levels lowers workability and strength as the content is glassy due to the large water absorption and results in the increased content of free water [41].
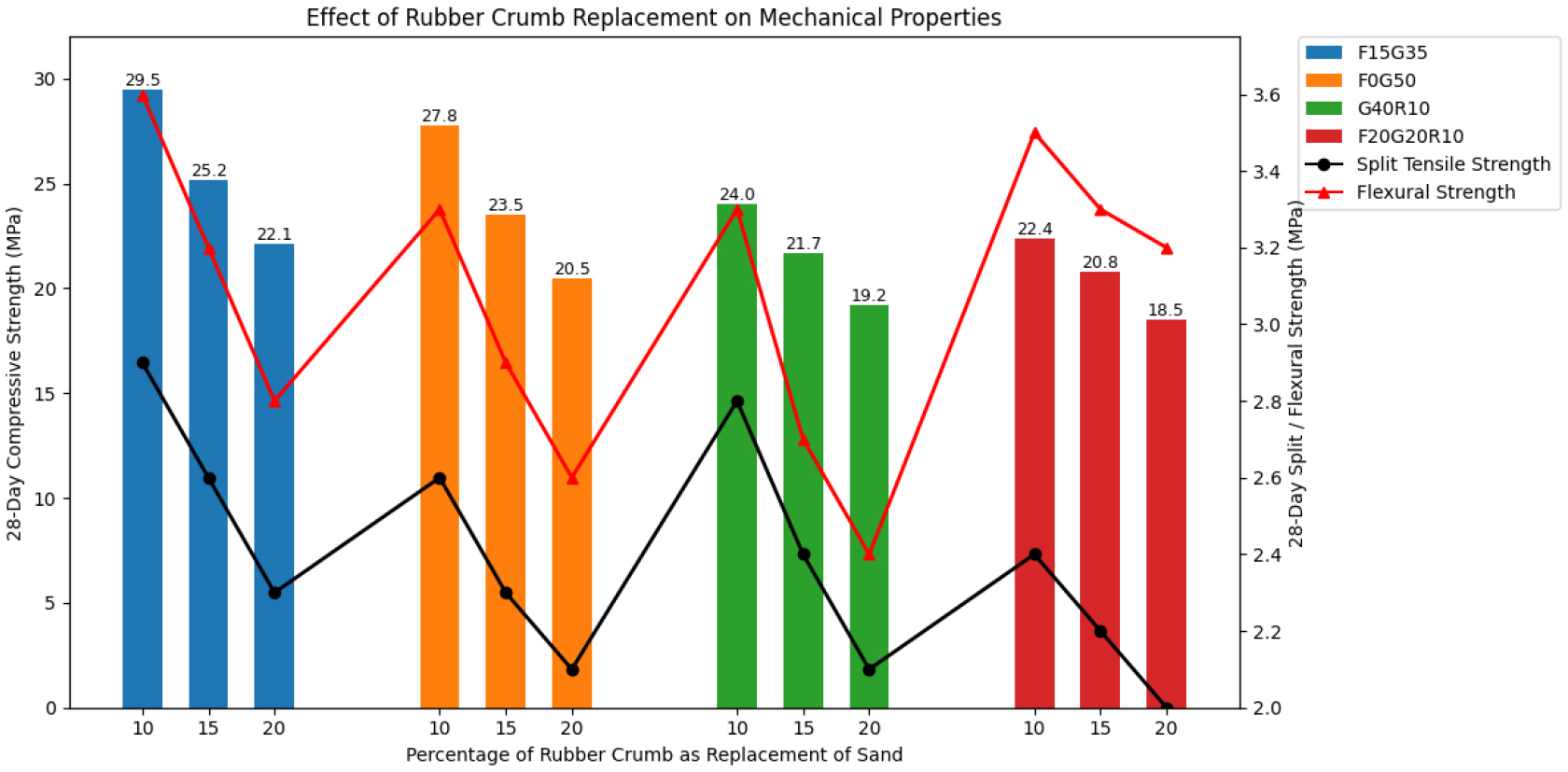
Figure 6 illustrates the effect of copper slag sand replacement (25% and 50%) on 28-day compressive, split tensile, and flexural strengths across different binder combinations. At 25% replacement, most mixes exhibit higher compressive strength compared to 50%, indicating that moderate substitution enhances particle packing and density. For example, F15G35 shows 35.0 MPa at 25% compared to 34.0 MPa at 50%, while G40R10 decreases from 29.0 MPa to 23.5 MPa. Split tensile strength generally declines with increased replacement, reflecting reduced interfacial bonding at higher copper slag content. Flexural strength remains comparatively stable and even improves in certain mixes, with F20G20R10 achieving the highest value of 4.9 MPa at 25%, suggesting improved interlocking and crack resistance at moderate replacement levels. The use of excess copper slag also leads to segregation and bleeding, since copper slag is weak in terms of water absorption making the interfacial transition zones (ITZs) weaker. Similar results have also been noted in the research conducted by Velumani et al. [42].
Results of Mechanical Properties of variation in coarse aggregate (phase 4)
Figure 7 shows that there was a distinct decrease in concrete strength as the ratio of recycled coarse aggregate is increased and it agrees with the literature that higher amounts of RCA have a negative impact on mechanical performance [43]. A significant decrease in strength was found in all mixes when the replacement in RCA became higher. It can be explained by the fact that this decrease is connected to the adhered old mortar, high porosity, and microcracking existing in the RCA particles, which weakens the aggregate- paste interface and decreases the level of load transfer.
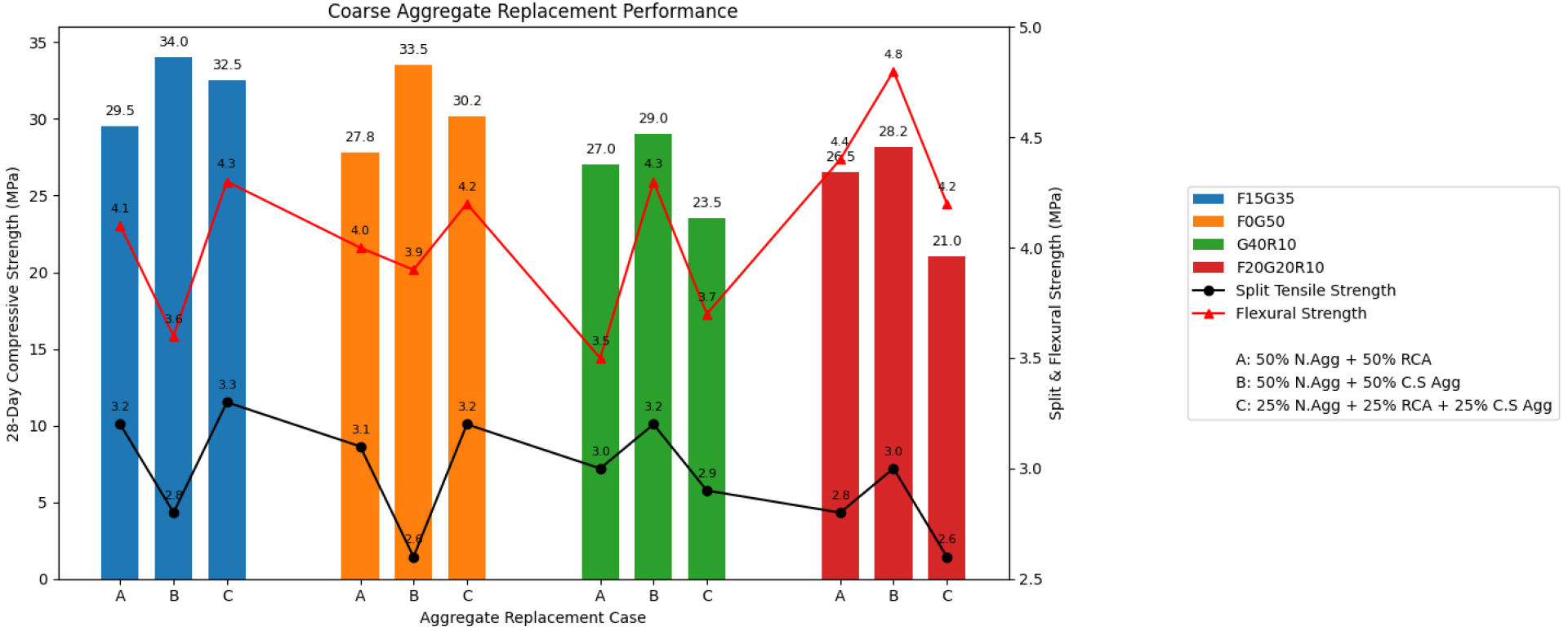
As opposed to this, mixes utilizing copper slag, as a coarse aggregate replacement, showed increased strength when compared to mixes of the same type, which involved RCA. As an example, F15G35 and F0G50 mixes experienced a moderate gain in compressive strength with the addition of copper slag, and this finding suggests the positive effect of thick, sharp and silica-containing copper slag particles in raising the density of packing, compaction and inter-surface bonding. The blended replacement case, which was an aggregation of RCA and copper slag showed reduced strength compared to copper slag-only mix and was however better than RCA -only mix. The implication of this action is that copper slag would partially counter the adverse performance of RCA by enhancing the packing of the particles and the interfacial transition zone. Singh et al. also describes similar mitigating effects of copper slag on the recycled coarse aggregate concrete [44]. The overall findings show that, although high RCA contents lower the strength, copper slag is an effective measure that will restore a portion of the lost mechanical performance of eco- efficient concrete mixes. However the mix with copper slag-only showed more promising results.
As illustrated in Figure 7, the effect of different coarse aggregate replacement combinations (A, B, and C) on 28-day compressive, split tensile, and flexural strengths across four binder systems. In most mixes, Case B (50% natural aggregate + 50% copper slag aggregate) demonstrates superior compressive performance, achieving the highest value of 34.0 MPa in F15G35 and 28.2 MPa in F20G20R10. Split tensile strength varies between 2.6 MPa and 3.3 MPa, with improved values generally observed in balanced replacement systems, indicating better stress transfer and interfacial bonding. Flexural strength ranges from 3.5 MPa to 4.8 MPa, with the maximum value recorded in F20G20R10 under Case B, suggesting enhanced aggregate interlocking and crack resistance. Overall, moderate or hybrid coarse aggregate replacement (particularly Case B) provides a more favorable balance of compressive and tensile performance compared to excessive or multi-phase substitutions.
Results of Mechanical Properties of fiber variation (phase 5)
With multiple combinations tested in all the four phases, the mix which proved to be best performing in the compressive, flexural and split tensile strength was considered as the optimum mix which includes a binder with 50% cement, 35% GGBS, and 15% fly ash, fine aggregate consists of 65% natural sand, 10% rubber crumb, and 25% copper slag sand and the coarse aggregates consists of 50% normal aggregates and 50% copper slag aggregates. In this optimum mix the steel fibers were added in proportion of 1.0, 1.5, and 2.0% by volume.
Figure 8 illustrates the influence of steel fiber content (1–2%) on compressive, split tensile, and flexural strengths of this optimum mix. Compressive strength increases from 32.0 MPa (0%) to a maximum of 36.0 MPa at 1.5% fiber content, followed by a slight reduction to 35.6 MPa at 2%, indicating an optimal fiber dosage around 1.5% indicating the onset of fiber clustering and reduced workability at 2%, which is consistent with observations reported by Song et al. [45], where excessive fiber content led to balling effects and internal void formation. Split tensile strength shows a consistent upward trend from 3.3 MPa to 3.8 MPa with increasing fiber content, demonstrating improved crack-bridging action and tensile resistance. Similarly, flexural strength increases from 4.3 MPa to 4.7 MPa, reflecting enhanced bending performance due to fiber reinforcement. Overall, moderate steel fiber incorporation significantly improves tensile and flexural behavior, with 1.5% providing the most balanced mechanical performance.
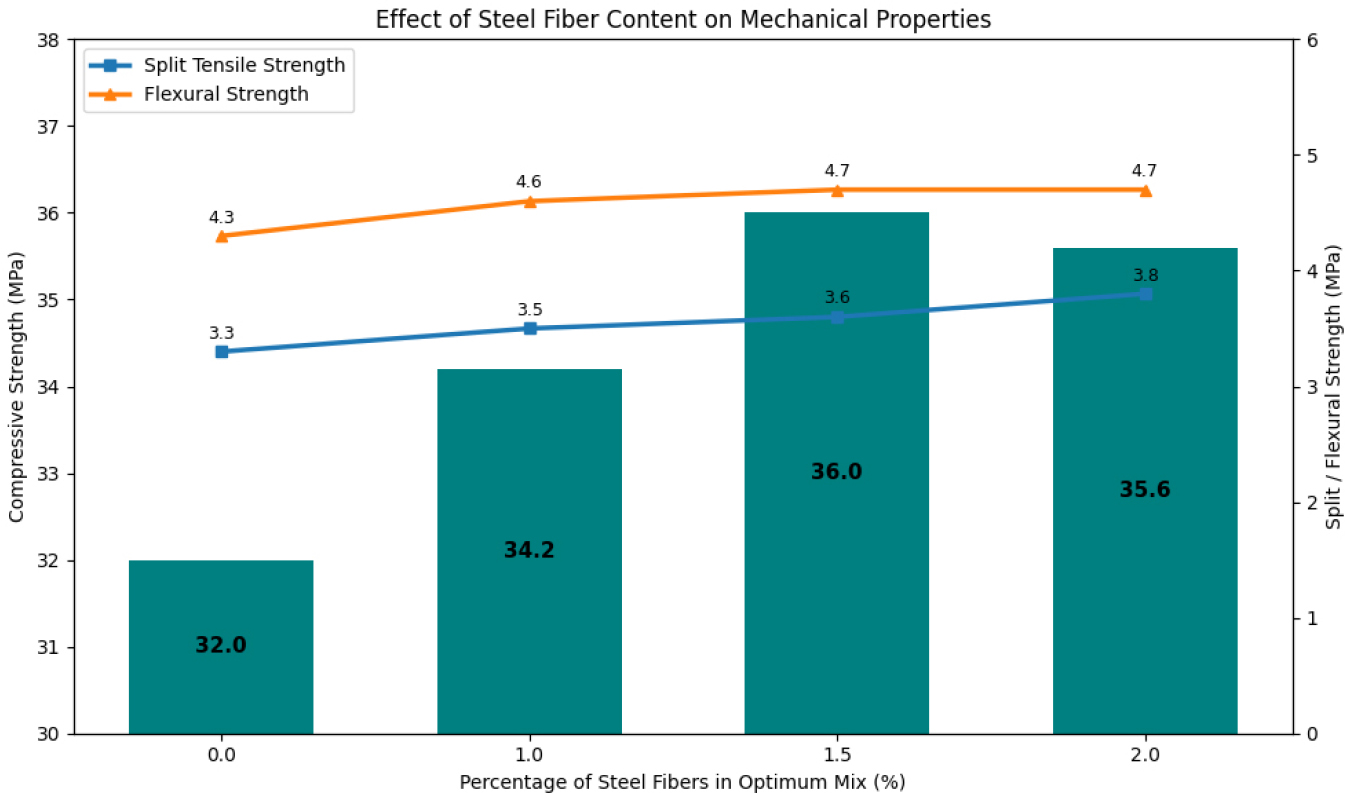
Overall, steel fiber incorporation substantially enhanced compressive, tensile, and flexural performance due to effective crack bridging and improved energy absorption. Considering the peak compressive strength and balanced performance across all mechanical parameters, 1.5% steel fiber content represents the optimum dosage for the eco-efficient mix.
The percentage composition of the various constituents in the Final Optimum Mix which includes the fiber also is presented in Table 6, while the corresponding mix proportions expressed in kg/m3 are provided in Table 7.
Table 6.
Percentage Variation in Components of Final Optimum Mix
Table 7.
Mix Proportion of control mix and final optimum mix (kg/m3)
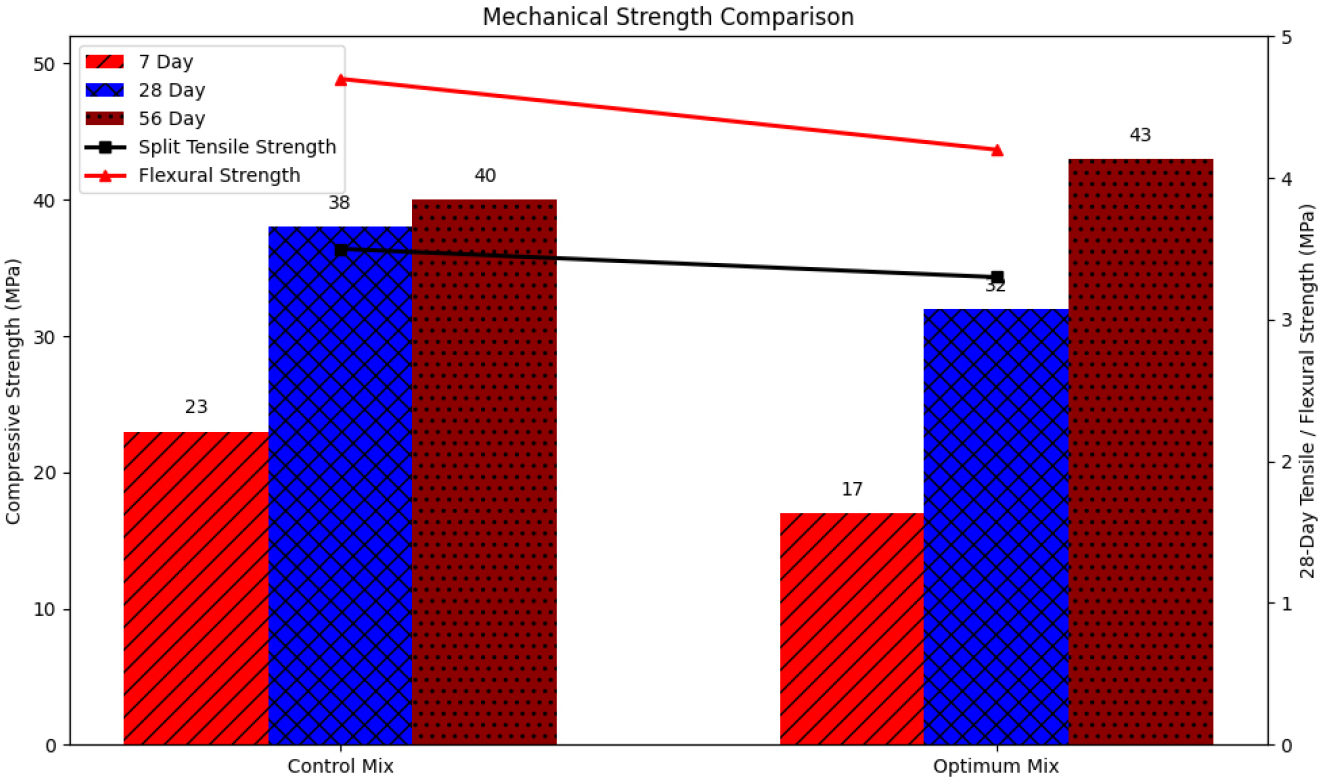
Figure 9 illustrates the comparative mechanical properties of the Control Mix and the Final Optimum Mix, highlighting the influence of the multi-component optimization on compressive strength, split tensile strength, and flexural strength. The graph compares the mechanical performance of the control mix and the optimum mix at 7, 28, and 56 days, along with their 28-day split tensile and flexural strengths. The control mix exhibits higher early and 28-day compressive strengths (23 MPa and 38 MPa) compared to the optimum mix (17 MPa and 32 MPa), whereas the optimum mix surpasses the control at 56 days, reaching 43 MPa compared to 40 MPa. This trend clearly indicates the enhanced long-term contribution of secondary hydration and pozzolanic reactions associated with fly ash and GGBS, which progressively refine the pore structure and strengthen the matrix. However, the control mix shows slightly higher split tensile and flexural strengths at 28 days, suggesting better early-age tensile performance. Overall, the optimum mix demonstrates enhanced later-age compressive strength, indicating improved long-term hydration and matrix densification.
SEM Analysis
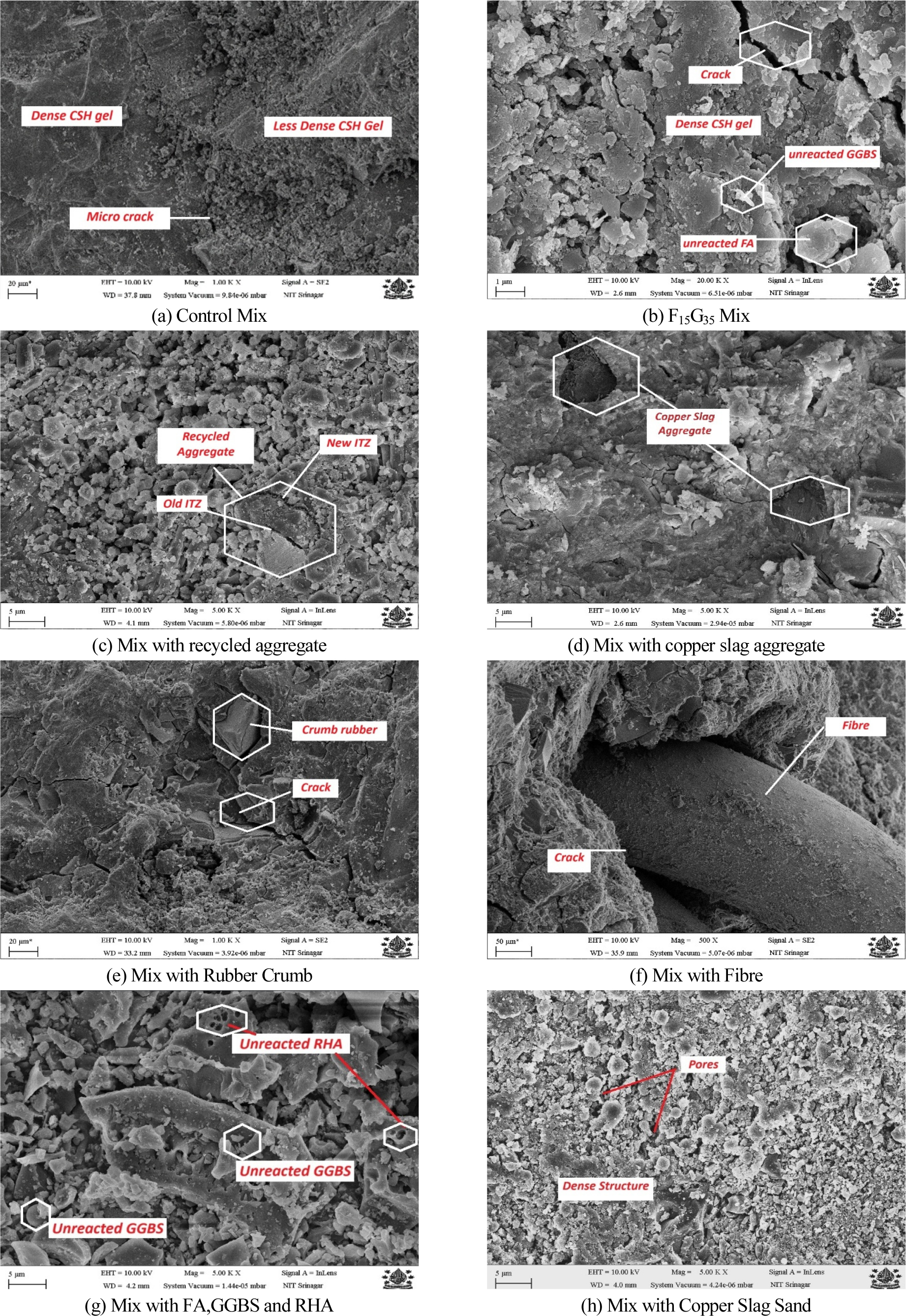
The density of C–S–H matrix and low concentration of micro cracks within the control mix indicate its great strength of 38 MPa and better tensile flexural performance as shown in Figure 10(a). Figure 10(b) F15G35 mixture is slightly lower strength (33 MPa) because some of the FA/GGBS particles have not reacted completely, but this is expected because it has a fairly dense structure, as shown by Mallikaraj et al. [46]. Recycled aggregate concrete (Figure 10(c)) shows having porous ITZ, and poor bonding, which corresponds with Liu et al. [47] regarding this problem, and is the reason behind its lower compressive and tensile flexural capabilities. Comparatively, copper slag aggregates (Figure 10(d)) have a high density of a tightly packed matrix with a good ITZ, and this corresponds with the 4-7% increment in strength. Weak, hydrophobic interfaces and cracking are observed in rubber crumb mixes (Figure 10(e)) and are similar in magnitude to that observed above 10% rubber. Figure 10(f) provides the results regarding steel fiber mixes that present a high level of fiber-matrix bonding and crack bridging, which leads to the reported strength gains and which is consistent with Uygunoğlu et al. [48]. Figure 10(g) F20G20R10 RHA mix results in porosity leading to an increase in water demand and 25% copper slag sand in Figure 10(h) leads to compacting the matrix and increasing its strength.
Life Cycle Assessment (LCA)
Life Cycle Assessment (LCA) is a systematic methodology used to evaluate the environmental impacts associated with a product or system throughout its entire life cycle, from raw material extraction to production, use, and end-of-life disposal. In the context of concrete, LCA provides a quantitative framework to assess sustainability by considering multiple environmental indicators, among which Global Warming Potential (GWP) and Embodied Energy (EE) are of primary importance. These two parameters are particularly relevant in comparing conventional Ordinary Portland Cement (OPC) concrete with sustainable concrete alternatives. GWP represents the total greenhouse gas emissions, expressed in terms of carbon dioxide equivalents (CO2-eq), and associated with the production and use of a material over its life cycle. In conventional OPC concrete, GWP is largely dominated by cement production, which is responsible for approximately 7–8% of global anthropogenic CO2 emissions. The calcination of limestone and the high- temperature clinkerization process (typically around 1450°C) contribute significantly to both direct and indirect emissions. Additionally, fossil fuel combustion during cement manufacturing further exacerbates the carbon footprint of OPC-based concrete. Consequently, conventional concrete exhibits high GWP values, making it a major contributor to climate change in the construction sector. Embodied Energy (EE), on the other hand, refers to the total energy consumed in the extraction, processing, transportation, and manufacturing of materials before they are used in construction. OPC concrete has a high EE primarily due to the energy-intensive nature of cement production. The grinding of raw materials, kiln operations, and clinker cooling processes collectively demand substantial thermal and electrical energy inputs, making OPC concrete less favorable from an energy sustainability perspective. In contrast, eco-efficient concrete incorporating industrial by-products demonstrates significantly lower GWP and EE values. The partial replacement of OPC with supplementary cementitious materials (SCMs) reduces the demand for clinker, thereby lowering both carbon emissions and energy consumption. Moreover, the use of waste based aggregates contributes to resource conservation and waste minimization, further improving its life cycle performance. By diverting industrial waste from landfills and reducing virgin material extraction, such systems enhance environmental efficiency while maintaining comparable or even superior mechanical and durability properties.
The Global Warming Potential (GWP) of the Control Mix and the Final Optimum Mix is presented in Figure 11 and summarized in Table 8 in terms of kg CO2-equivalent per cubic meter of concrete. A substantial reduction in GWP is observed in the Final Optimum Mix compared to the Control Mix, demonstrating the environmental advantage of incorporating industrial by-products and alternative aggregates in concrete production. The Control Mix exhibits a total GWP of 310.1 kg CO2 eq/m3, which is predominantly governed by the cement content (291.2 kg CO2 eq/m3), accounting for more than 93% of the total emissions. Minor contributions arise from natural sand (6.1 kg CO2 eq/m3) and normal coarse aggregate (12.7 kg CO2 eq/m3). This confirms that Portland cement is the primary contributor to carbon emissions in conventional concrete, consistent with previous studies. In contrast, the Final Optimum Mix shows a significantly lower total GWP of 216.2 kg CO2 eq/m3, representing an overall reduction of approximately 30% compared to the Control Mix. This reduction is mainly attributed to the partial replacement of cement with fly ash and GGBS, which collectively contribute only 9.6 kg CO2 eq/m3 (3.1 and 6.5 kg CO2 eq/m3, respectively). The substitution of natural sand and coarse aggregate with copper slag sand and copper slag aggregate further contributes to emission reduction, despite their relatively small embodied carbon values. Although the inclusion of steel fibers introduces an additional 39.5 kg CO2 eq/m3, the overall GWP remains considerably lower than that of the Control Mix due to the substantial decrease in cement content from 291.2 to 145.6 kg CO2 eq/m3. This highlights that the environmental benefit of cement replacement outweighs the carbon burden associated with fiber reinforcement. Overall, the results clearly indicate that the Final Optimum Mix provides a more sustainable concrete alternative with a markedly lower carbon footprint while utilizing industrial waste materials. This supports the feasibility of low-carbon concrete production through material substitution strategies without relying solely on conventional constituents.
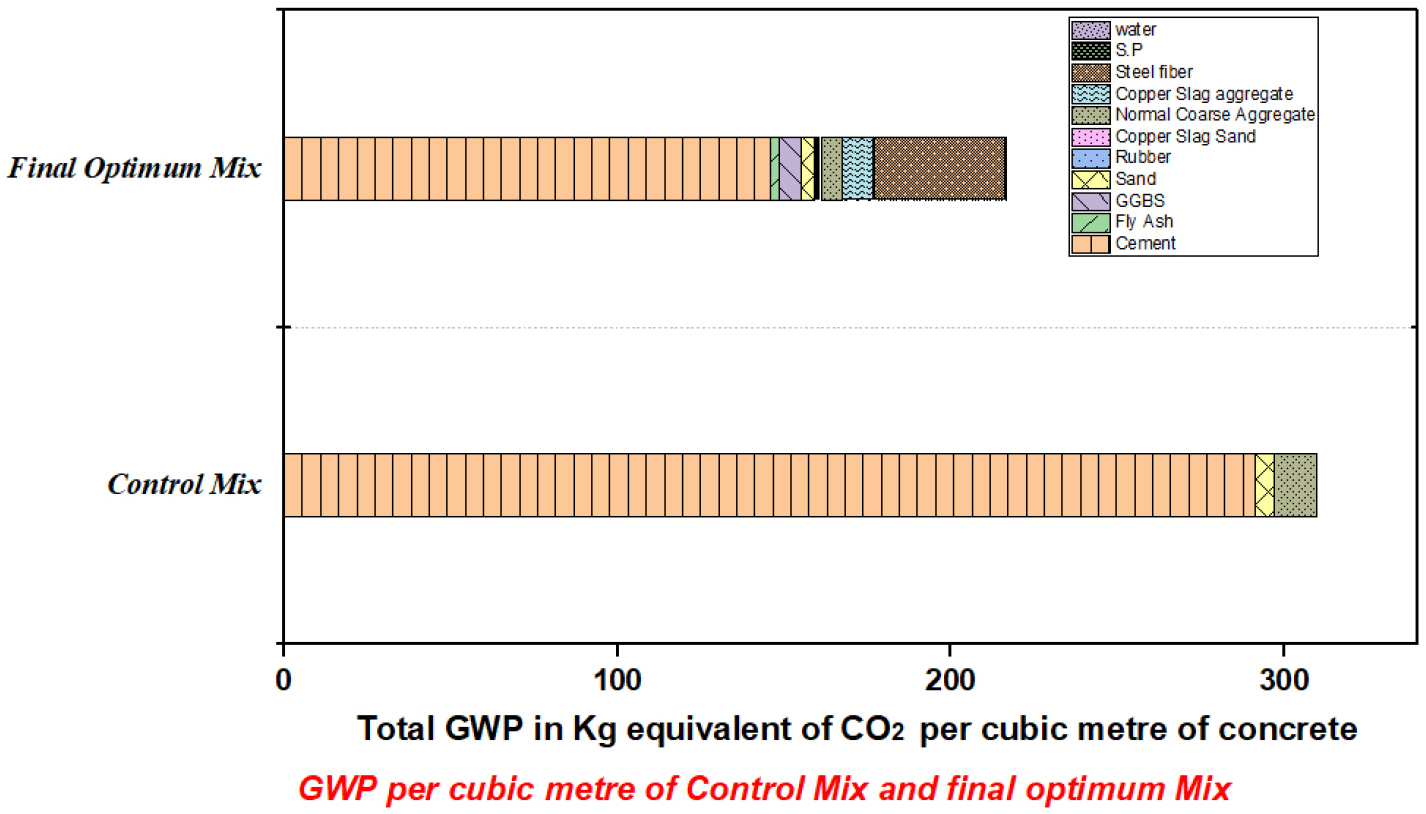
Table 8.
Global Warming Potential (GWP) in Kg CO2eq/m³
The total embodied energy (EE) of the control mix and the final optimum mix is presented in Figure 12 and summarized in the Table 9. A substantial reduction in total embodied energy is observed in the final optimum mix (1421 MJ/m3) compared to the control mix (2419.8 MJ/m3), representing a decrease of approximately 41.3%. This significant reduction demonstrates the effectiveness of partial cement replacement and the incorporation of industrial by- products in lowering the environmental footprint of concrete. In the control mix, cement is the dominant contributor to embodied energy, accounting for 2048 MJ/m3, which constitutes nearly 85% of the total EE. This highlights the critical role of cement in driving the environmental impact of conventional concrete due to its energy-intensive manufacturing process and high carbon emissions. Other constituents such as normal coarse aggregate (155.8 MJ/m3), superplasticizer (141.6 MJ/m3), and sand (74.5 MJ/m3) contribute comparatively smaller shares to the overall EE. In contrast, the final optimum mix exhibits a markedly different material composition, leading to a much lower embodied energy profile. The cement content is reduced by 50% (from 2048 to 1024 MJ/m3), which is the primary factor responsible for the overall reduction in EE. The inclusion of supplementary cementitious materials, fly ash (30.7 MJ/m3) and GGBS (62.7 MJ/m3) effectively replaces a portion of cement while contributing relatively low embodied energy due to their industrial by-product nature. This substitution not only reduces environmental burden but also supports sustainable waste utilization. Additionally, the replacement of natural sand and normal coarse aggregate with copper slag sand (2.9 MJ/m3), copper slag aggregate (38.0 MJ/m3), and rubber crumb (1.0 MJ/m3) further contributes to lowering the total embodied energy. These alternative materials have lower associated embodied energy compared to conventional aggregates, while also promoting resource efficiency and waste valorization. The use of waste tyre steel fibers adds only a marginal increase to EE but provides mechanical performance benefits. Overall, the results clearly indicate that the final optimum mix achieves a substantially lower embodied energy while incorporating multiple industrial wastes and by-products.
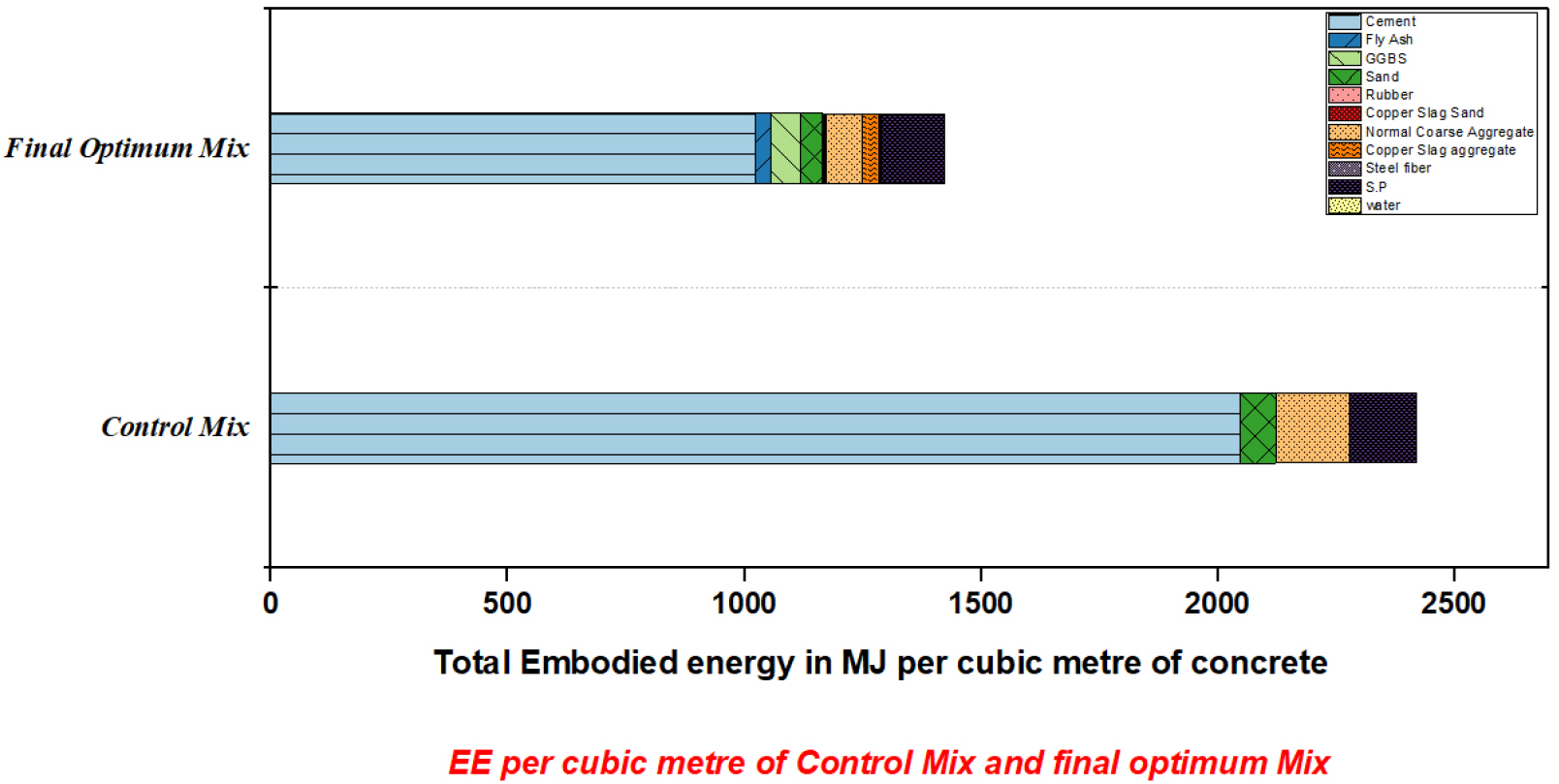
Table 9.
Embodied Energy (EE) in MJ/m³
Conclusions
This paper focused towards designing an environmentally-friendly concrete mix by a multi-phase optimization of supplementary cementitious materials, substitutes of aggregates, and the use of fiber reinforcement. Following conclusions can be drawn:
1.A ternary blend of 50% cement, 35% GGBS, and 15% fly ash achieved 28-day compressive strength comparable to conventional concrete while demonstrating improved long-term strength hence validating high clinker replacement without structural compromise.
2. Partial replacement of natural sand with crumb rubber (10–15%) and copper slag sand (25%), along with 50% copper slag coarse aggregates, maintained structural performance while reducing dependence on natural materials.
3.Incorporation of steel fibers in the mix enhanced tensile and flexural behavior through a high rate of crack-bridging behavior and densification of the matrix which was reinforced by microstructural observations.
4.SEM analysis confirmed that the optimized eco- efficient mix developed a dense C–S–H matrix with improved interfacial transition zone characteristics, particularly in copper slag and fiber- reinforced systems, which directly supported the observed strength enhancement.
5.The Life Cycle Assessment confirms that the developed Optimum Mix achieves approximately 30% lower global warming potential and 41% lower embodied energy compared to the Control Mix, primarily due to 50% cement replacement and the use of industrial by-products and waste aggregates. These reductions were achieved without compromising mechanical and durability performance. Hence, the term eco-efficient concrete is quantitatively justified, as the material delivers improved structural performance with significantly reduced environmental impact.
