

Introduction
Material and Methodology
Materials
Methods
Experimental Testing
Hardened properties
Result and Discussions
Effect of rubber volume on fresh properties of specimens
Effect of rubber content on the hardened mechanical properties of specimens
Conclusions
Introduction
Rubber is the main component of tire materials, and when they reach the end of their life, rubber is considered as a material with high recovery potential. However, after collecting these wastes, the storage process can be harmful to the environment given the multiple risks associated with fires and health problems [1]. In this way, tire landfilling is responsible for a serious ecological threat. Mainly waste tires disposal areas contribute to the reduction of biodiversity also the tires hold toxic and soluble components. Although waste tires are difficult to ignite, this risk is always present [2], [3]. It has been reported that since 2002, about 37 million tires have been consumed annually in the United Kingdom, and 275 million used tires have been generated annually in the United States [4]. Recycling waste rubber, in particular, discarded automobile tires, has become an increasingly important issue since this material has been banned from landfills and a large part of them are recycled for use as fuel in cement kilns or thermal power plants. Nevertheless, the best solution for the disposal of this waste is to recycle then as aggregate materials, by incorporating them into concrete as this saves the natural resources and produces a more efficient material. In this context, several methods have been developed and many researchers have worked on its possible design [5], [6], [7].
Several studies of concretes containing rubber aggregates have shown the negative effect of these particles on the mechanical strengths [8], [9], [10], [11], [12], [13], [14]. They suggested that this option is unsuitable for structural applications while trying to find an alternative to this problem. In this way, the ideal solution to recycle large quantities of used tires would be to incorporate them in the highways and pavement design filed [15], [16]. It should be noted that a possible application on bituminous concretes as flexible pavements have been also explored by other researchers and their results remain inconclusive because many problems have been identified such as high viscosity of the rubberized bitumen and too high temperature during its production [17]. In contrast, projects dealing with rigid pavements address this issue in a divergence depending on the type of concrete used such as roller-compacted concrete or the production of concrete paving [18], [19]. Thus, cement concrete for road design, which is conditioned by different technical requirements, has rarely been studied [8], [10].
The manufacture of cement concrete is based on properties of crucial importance, and the evaluation of these later leads to a material that satisfies the technical requirements of rigid pavements [20]. Three properties have to be considered in fresh and hardened concrete states: (a) The air entrainment measurement, which is a vital parameter for the estimation of necessary voids that protect the concrete against the freeze /thaw phenomena; (b) The restriction of the concrete workability for an implementation ensuring controlled slump on the edges of the coating existing at the exit of the slipform paver molds; (c) The guarantee that the mechanical resistance required for the design of rigid pavements, both in compression and in tensile is achieved.
The main objective of this research work is to determine the optimal content of rubber aggregates in concrete mixtures without any special processing, thus leading to a really economical and ecological gain. The feasibility of this material aims to improve the ductility and crack resistance of the cement concrete while reducing the negative effect of rubber on its mechanical properties. As an innovative approach, the methodology proposed in the present study considers two rubber particle sizes by each mix in different proportions, while conforming to the manufacturing process a cement concrete which complies with the technical requirements of rigid pavements [20]. In this context, the experimentation program consists of studying the fresh and hardened properties of concrete made of rubber particles in both powder and aggregate form. For each rubber type, five different concrete compositions were prepared: a reference concrete and four sample mixtures with partial sand volume replacement rates by waste rubber tires of 10%, 15%, 20%, and 25%.
In this way, the effect of rubber content on these properties was examined. The incorporation of rubber particles derived from discarded tires in concrete pavements is an interesting alternative that provides a novel use for these materials. This action allows reducing the amount of stored waste in landfills and consequently reduces the environmental impact. As regards the fresh state properties the tests included: workability and air entrainment. On the other hand, for the hardened state properties, the evaluation was carried out using mechanical tests, and these tests include the compressive and splitting tensile strength, elasticity modulus measurement, evaluation of the ductility by the measure of brittleness index derived from the hysteresis loops. Thus all these analyses allow us to predict the behavior of rubberized concrete used as rigid pavements materials and let us foresee all these potentialities when it is applied to large surface structures.
Material and Methodology
Materials
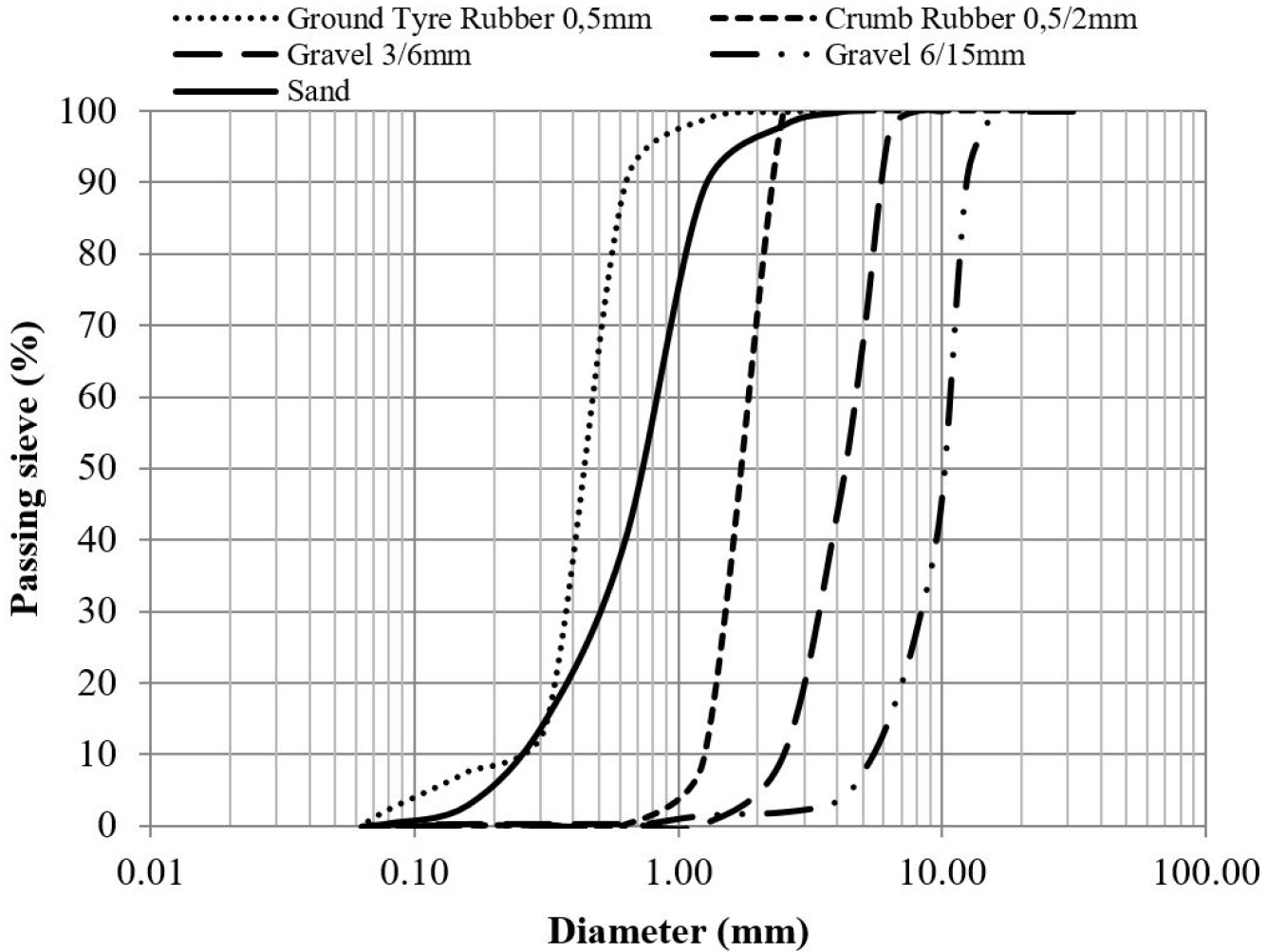
The cement used in this study is a CEM II/B 32.5 R CE NF multipurpose cement as classified by standard EN 197-1, with a density of 3100 Kg/m3. A natural rolled siliceous sand in size of 0/4mm with a specific gravity of 2623 Kg/m3 and a bulk density of 1551 Kg/m3. Crushed gravel of 3/6mm and 6/15mm in size were also used in all formulations with a specific gravity of 2632 Kg/m3 and 2654 Kg/m3, as well as bulk density of 1420 Kg/m3 and 1367 Kg /m3 respectively. Rubber particles derived from shredding used tires were used as a partial replacement of sand by volume. Two types of rubber particles were selected: crumb rubber aggregates (CRA) with 2 mm in diametric size with a specific gravity and bulk density of 1215 Kg/m3 and 391 Kg/m3 respectively, also a ground tire rubber (GTR) with diametric size less than 0.5 mm with a specific gravity and bulk density of 1192 Kg/m3 and 328 kg/m3 respectively. Figure 1 shows the particle size distribution of the different aggregates used in this formulation.
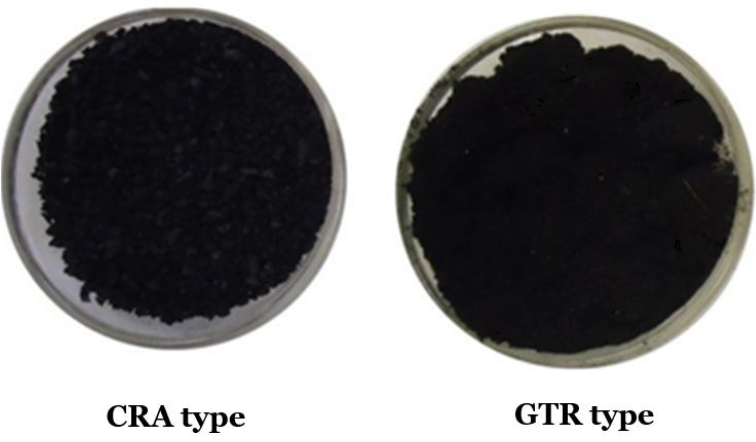
In order to improve the workability of the fresh mixes, a water-reducing superplasticizer Sika Viscroete Tempo 12 (SP) was used, acting also as a stabilizer against segregation sensitivity of rubber inclusions. Its dosage was therefore kept fixed for all the compositions in order to be able to make a good comparison between all the composite concretes. To satisfy the basic requirement of standard NF P 98-170, which specifies that a cement concrete used for road pavements must have a minimum of 4% air-entrained and this, in order to protect the latter against the effects of frost thawing guaranteeing a good durability of the, concretes in various climatic conditions, an air-entraining agent Sika AER (AEA) was added in the fresh mixes for all compositions. The shapes of rubber particles used are shown in Figure 2.
Methods
Formulation of concretes
Also in order to evaluate the effect of rubber particles on the performances of concretes (CCRA and CGTR), four mixtures containing different volume ratios of rubberized inclusions were prepared with a rate of 10%, 15%, 20%, and 25% by volumetric sand replacement in mixtures, and compared to control concrete C0R. The water to cement (w/c) ratio was kept constant of 0.45, Table 1 details the composition of the mixtures.
Table 1.
Mixes of the proportions of the rubberized concrete
Conventional methods of formulating cement concrete for pavement design are applicable in the case of composite concretes, for this, the Dreux-Gorisse method has been chosen [21]. The rubber concrete was produced in a power-driven planetary mixer. After the dry materials were mixed, the water and super-plasticizer were added to the mixture. The total mixing water added for all specimens was kept constant to avoid the negative effect of excessive water on their mechanical properties. The fresh materials were allowed to mix for three additional minutes until a homogeneous and workable material was obtained. Finally, the air-entraining agent was added and the fresh specimen was mixed for 2 additional minutes. Figure 3 shows the mixing and molding of our rubberized concretes.

Curing
All the specimens were then compacted on a vibrating table and moist-cured for 28 days under standard curing conditions at 20±2 °C and between 60% and 80% relative humidity. Figure 4 shows the storage conditions for the rubberized concretes.

Experimental Testing
It is important to specify that the target properties of rubberized concrete must comply with the specifications of the Technical Guide for Concrete Pavements [20] and the standard NF P 98-170. Based on this guide and standard, Table 2 summarizes the required properties of cement rubberized concrete for use in the pavement field.
Table 2.
Specifications properties of concrete pavement
Fresh properties
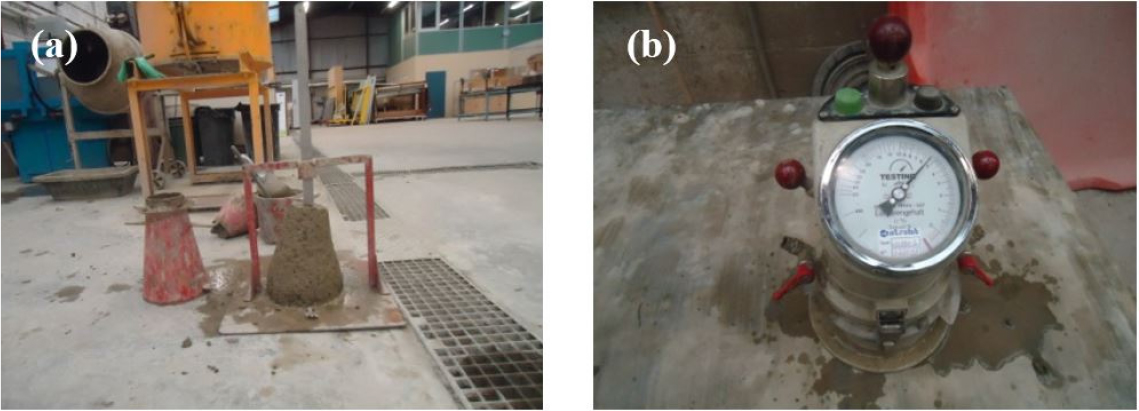
The properties tested on the fresh samples included workability through slump-test measurement, in accordance with Standard EN 12350-2, and air-entrainment measured using pressure method, according to the Standard EN 12350-7. The values obtained for all specimens must be in accordance with the technical guide specifications for the concrete pavements (slump ≃ 50 ± 10 mm, 4% ≤ AE ≤ 6%) [20]. Figure 5 shows the tests performed on fresh specimens.
Hardened properties
Mechanical properties
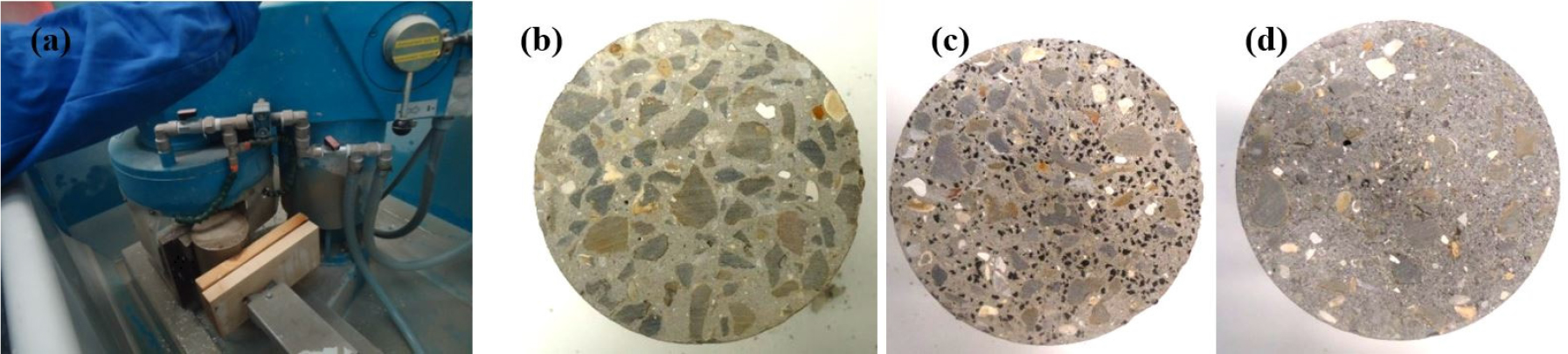
For measurements of hardened properties, cylindrical samples of 110 mm in diameter and 220 mm in length were prepared for compressive (fcm) and splitting tensile tests (fctm) carried out in accordance with the international Standards EN12390-3 and EN12390-6 respectively. Each composition of rubber concrete being tested comprised of three specimens. In order to ensure a good load distribution during the compression test, the upper sides of the cylindrical specimens were ground with a concrete surfacing machine. Figure 6 shows the apparatus used and the structural aspect of the different rubberized composites. The materials appear compact and homogeneous with a random but relatively balanced distribution of the ground rubbers in the cementitious matrix. This distribution increases the risk of segregation within the material, hence the need to use a stabilizing admixture to balance the distribution of elastomers in the cementitious composites.
Secant elastic modulus
After 28 days of curing time, the secant modulus of elasticity (Ec) has been measured on hardened cylindrical specimens in accordance with EN 12390-13, their top surfaces have been rectified and smoothed using a surfacing machine in order to ensure even application of load during the test. The latter has been carried out in compression using an electromechanical testing machine model capacity of 250 kN as shown in Figure 7. Three replications were used for each specimen tested.
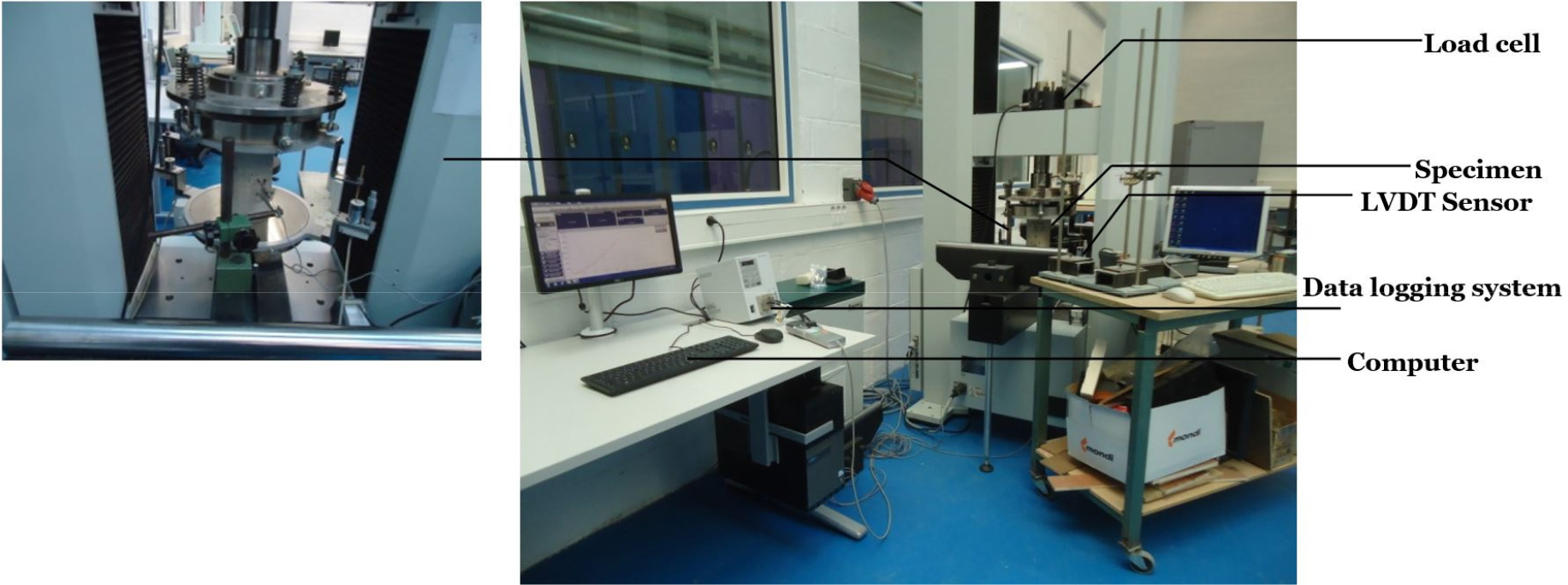
Three continuous loading/unloading cycles were applied, with an axial preload stress (𝜎ps) ensuring that the test cylinder does not move. This constraint has been taken equal to the minimum required of 0.5Mpa below of the lower stress (𝜎b) varying between 10% and 15% of maximum compressive strength load (fcm). All measuring instruments have been reset to zero in the first cycle and the loading rate was based on the constant duration of each loading/unloading cycle predefined at 100KN. This application of a maximum load varying between one third and two-thirds of the compressive strength of the concrete (fcm) corresponds to upper stress (𝜎a). The modulus of elasticity of rubberized concrete (Ec) specimens was determined in the elastic phase range, on the ascendant portion of the third hysteresis loop for all compositions.
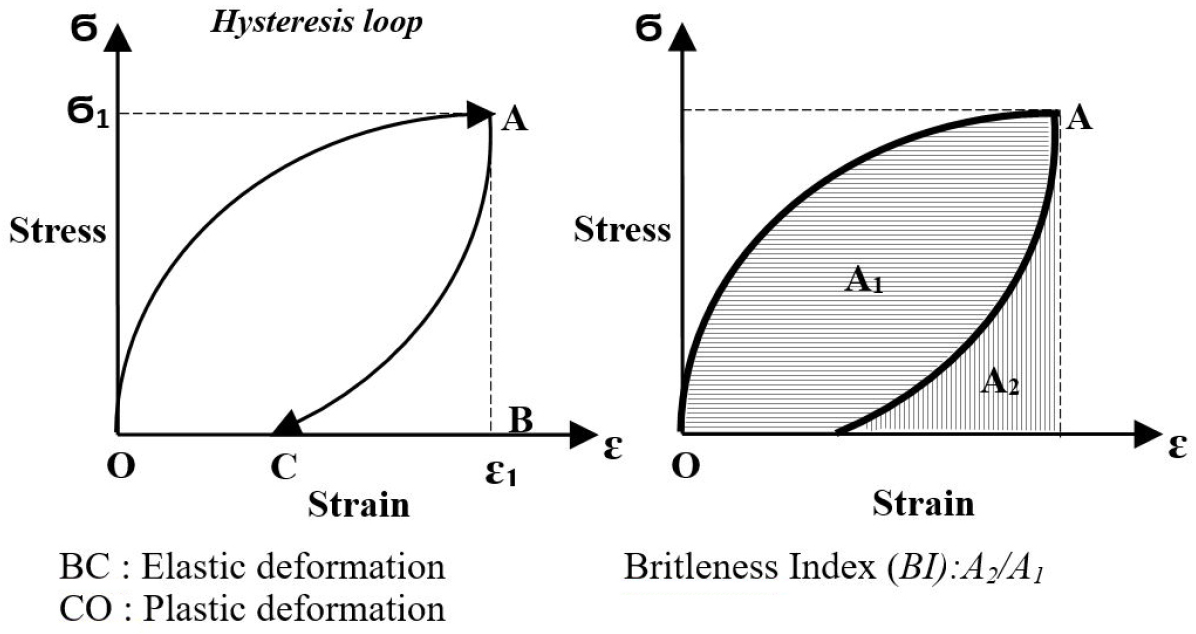
Brittleness Index (BI)
The hysteresis loops also allowed highlighting the effect of rubber addition on the deformability of concrete specimens by estimating the Brittleness Index (BI). As shown in Figure 8, the BI-value is defined as the ratio of elastic deformation energy (A2) to plastic deformation energy or instantaneous deformation energy (A1), measured from the area under the hysteresis loops. As BI-value tends to zero, the energy becomes irreversible and the specimen is more ductile. If the BI-value tends towards infinity, total energies become reversible and the material is brittle [22], [23].
Result and Discussions
Effect of rubber volume on fresh properties of specimens
Slump-test is an important parameter that must be controlled when formulating concrete pavement. The slump-values obtained for all compositions are summarized in Table 3 and classify them as class S2 according to European standard NF EN 206-1 standard. Results indicated that the increase of rubber content leads to decrease slump of concrete due to increasing friction between rubber particles and cement matrix, compared to natural aggregates. This trend is slightly influenced by the aggregate size, and these results are in agreement with other literature studies [24], [25]. It should be noted that for a given amount of rubber, coarse aggregates lead to lower workable concrete than fine aggregates. However, the shape and rough texture of aggregates can strongly affect the workability of concrete [26].
Table 3.
Fresh proprieties of specimens vs. rubber volume
|
Concrete Mix |
Air entrainment AE (%) |
Slump (mm) |
| C0R | 4.6 | 70 |
| C10CRA | 4.9 | 63 |
| C15CRA | 5.1 | 55 |
| C20CRA | 5.6 | 52 |
| C25CRA | 5.8 | 41 |
| C10GTR | 4.8 | 60 |
| C15GTR | 4.9 | 56 |
| C20GTR | 5.2 | 55 |
| C25GTR | 5.6 | 45 |
The increase in rubber particles tends to heighten the level of air-entrainment. Table 3 provides the corresponding values, as measured using the pressure method. We can observe this increase is less significant for CGTR compared to CCRA specimen due probably to the more compactness of fresh mix of a specimen when GTR particles were added. The increase of air-entrainment may be explained by the non-polar nature of rubber particles making then capable to entrap air at their rough surface. The addition of rubber to the mixture may attract air as it has the tendency to repel water. Similar results were also obtained by several authors [22], [27]. Figure 9 shows the distribution of air bubbles in the cementitious matrix.
Effect of rubber content on the hardened mechanical properties of specimens
Mechanical strengthMechanical strength
The 28-days results of compressive strength tests and splitting tensile strength-tests for concretes containing different rubber volumes are shown in Figures 10-a, 10-b. These figures show the detrimental effect of rubber particles on the strengths of plain concrete. As can be observed, the reduction is less important with a low size of rubber particles, due to the higher compactness of CGTR specimens, compared to CCRA specimens, thus the GTR particles are less detrimental for mechanical strengths than CRA particles. This can be explained by the physico-mechanical properties of rubbers particles that present the limit factor affecting negatively the mechanical properties of specimens.
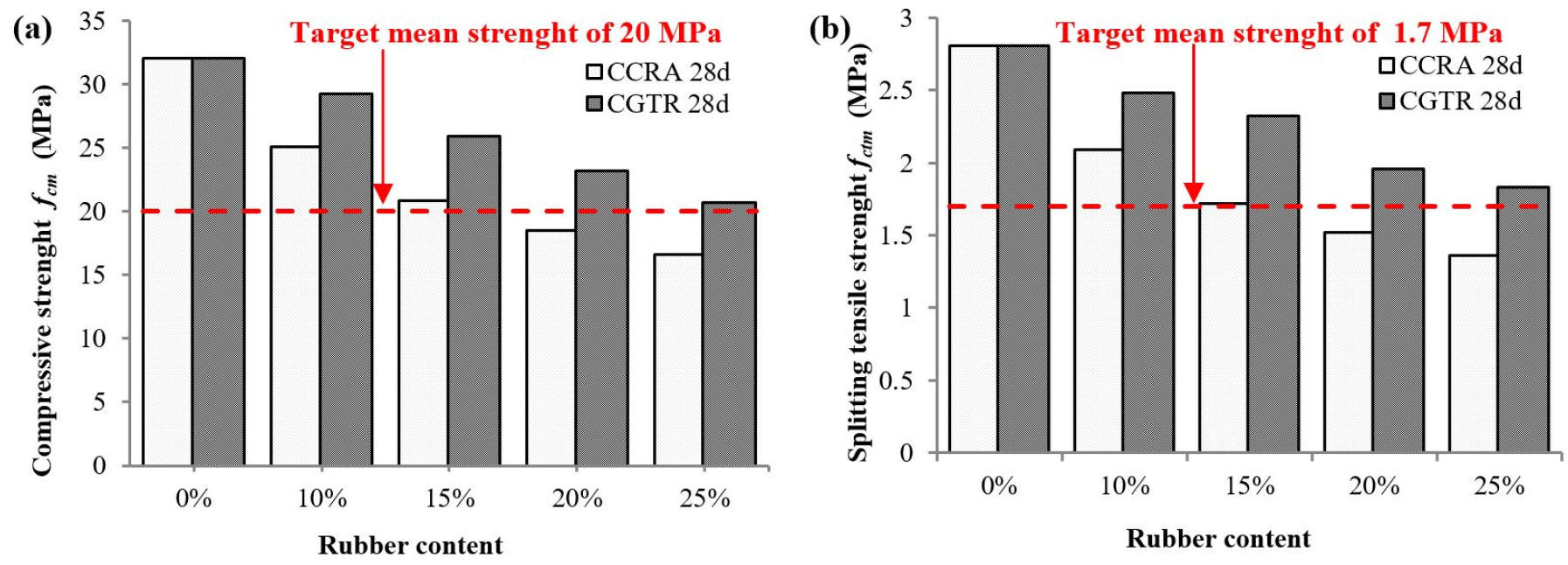
Despite the decrease in mechanical strengths of rubberized concrete, we observe that the maximum rubber volume that can satisfied the minimum strength requirement of the concretes making the specimen suitable for the design of rolling layer in pavements (fcm≥ 25 MPa and fctm≥ 2MPa), is of 15% GTR particles according to the specifications of the pavement design standard NF P 98-170 and the Technical Guide for Concrete Pavement (Table 4) [20]. However, it should be noted that for all GTR particle volumes used, the compressive strength of CGTR concretes exhibit a value higher than of 20 MPa and a tensile strength by splitting higher than of 1.7MPa, minimum value required for being usable in rigid pavements design (rolling layer or foundation layer), unlike the specimens CCRA with 20 and 25% rubber replacement who remains not suitable due to their too low mechanical properties. Thus we admit that the maximum value of 15% ground tire rubber used in CGTR rubberized concretes, allows us to it possible to satisfy all required mechanical conditions for use in good rigid pavement design.
Table 4.
Mechanical properties requirements for different design fields
|
Compression strength fcm (MPa) |
Splitting tensile strength fctm (MPa) | Design filed |
| ≥25 | ≥2.0 | Rolling layer |
| ≥20 | ≥1.7 | Foundation layer |
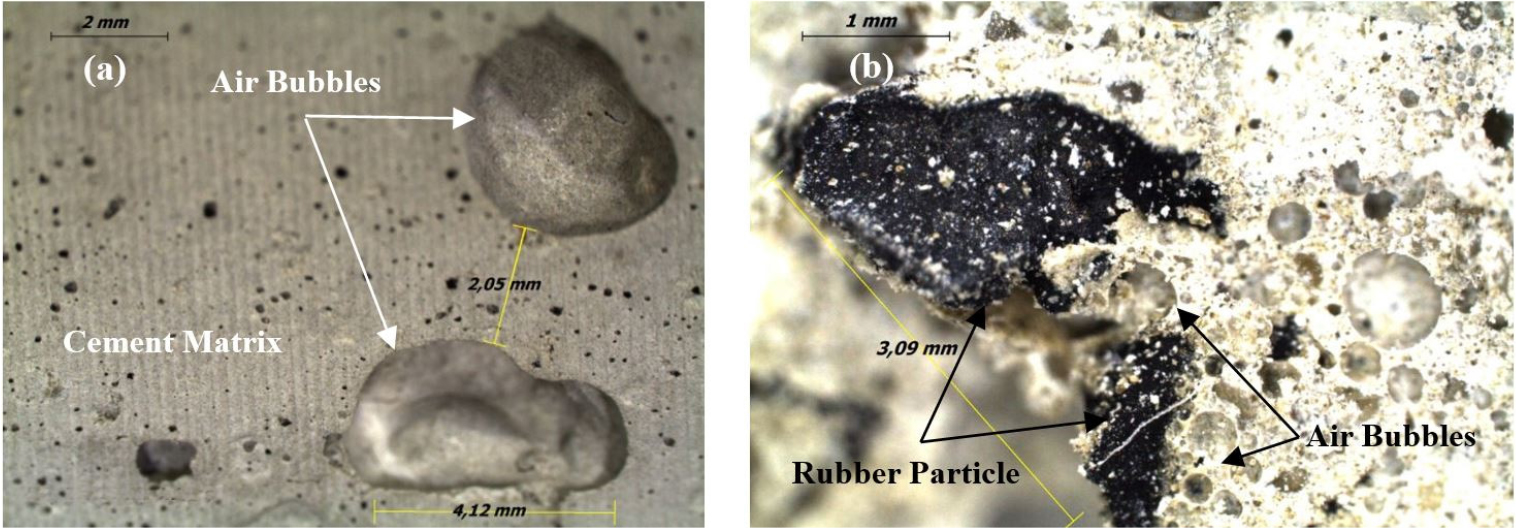
The decrease in mechanical strengths is related to the low stiffness of rubber particles (CRA) and (GTR), compared to the sand. The rubber elasticity may be the limiting factor that affects the mechanical properties leading to interfacial bond defects between particles and cement matrix. Under loading, cracks are initiated around the particles and accelerate the failure in the matrix. It is well known that the mechanical strength of the specimen is opposite to its density; In addition the more the air-voids, the lighter the specimen and the lower its mechanical strengths. The interfacial transition zone (ITZ) between rubber particle (CRA) and cement paste has been observed by means of the Scanning Electron Microscope. In terms of bonding, the SEM micrographs indicated that the bond appears to be lower, which may contribute to the increase in the overall porosity with thus results in decreasing mechanical strength of specimen, as shown in Figure 11-a. In fact, rubber particles show a smooth surface, which does not allow good adhesion with a cement matrix. The strength defect is also due to the fact that rubber is more deformable, and produced high internal stresses in the cement matrix. Figure 11-b presents a sample picture of rubber particle distribution in the matrix after a failure during the compressive-test. Due to their low stiffness, rubber particles acted like voids in the matrix because they could be easily removed from concrete. The bonding of rubber in the CCRA mixture was weaker than the CGTR mixture, which contained ground tire rubber.
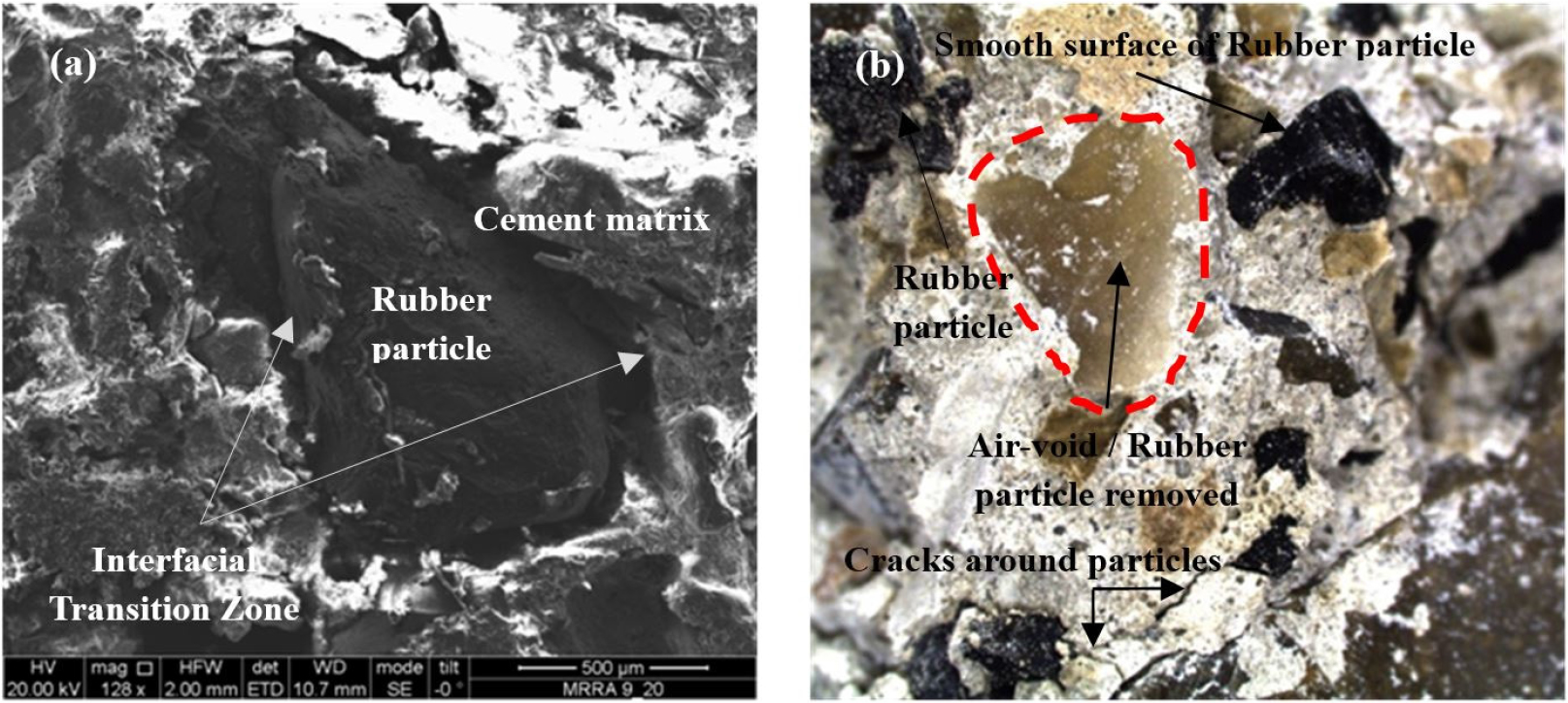
Figure 11.
(a): SEM micrograph of rubber/cement matrix bond defect [28]; (b): Optical micrograph of rubber particles distribution in the matrix and formation of cracks around of the latter/rubber particles with smooth surface acted like voids in the matrix.
Secant Elastic Modulus
It has been observed that the increase in the replacement level of rubber particles leads to a decrease in the modulus of elasticity of the sample. As shown in Table 5, the average values were reduced from 36.48 GPa for ordinary concrete to 18.56 and 21.59 GPa for C25CRA and C25GTR containing 25% rubber particles respectively. It should be noted that the reduction was higher when sand was replaced by CRA compared to the GTR particles.
Table 5.
Secant elastic modulus of rubberized concrete
| Concrete mix |
Elastic Modulus Ec (MPa) |
| C0R | 36488 |
| C10CRA | 29317 |
| C15CRA | 24665 |
| C20CRA | 21476 |
| C25CRA | 18563 |
| C10GTR | 32549 |
| C15GTR | 29179 |
| C20GTR | 25038 |
| C25GTR | 21592 |
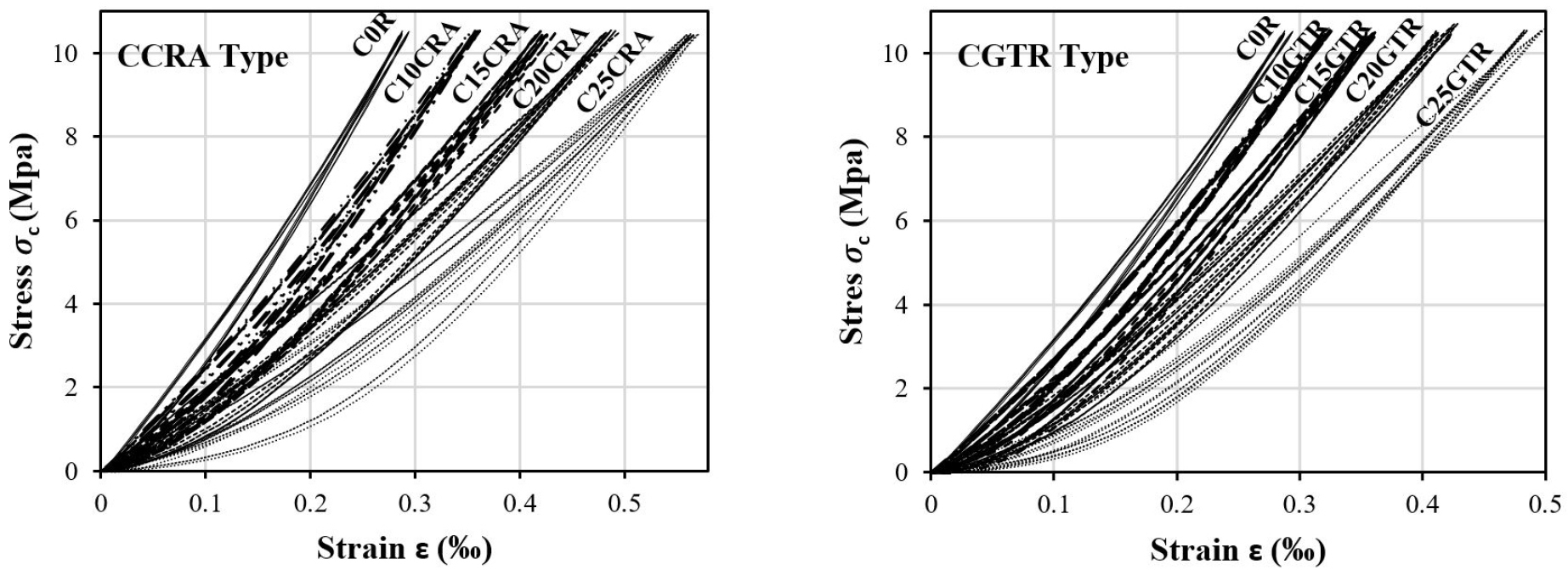
For rubber particles with lower elastic modulus than cement matrix the higher volume of rubber in the mixture the smaller the elastic modulus of a specimen. Rubber particles had a low modulus of elasticity with respect to sand, which resulted in the low resistance to an external load. Thus, it results in high deformability performances and better toughness of rubber concrete. Figure 12 shows the variation in the hysteresis loops for different concrete compositions indicated that the strain increases with increasing rubber volume. This increase in the strain as a function of rubber volume particles is due to the dilution effect of rubber particles, characterized by their high deformability. These results highlighted the beneficial effect of rubber in the improvement of the specimen’s ductility, due to their high deformability capacities before the cracks induce the destruction and total failure of the concrete.
Dissipation of energy and Brittleness Index evaluation (BI)
The Brittleness Index (BI) through the hysteresis has been used to quantify the specific damping capacity of the specimen under loading and unloading paths. The stress-strain hysteresis loops obtained all specimen mixes are shown in Figure 12 and the average corresponding parameter-values are listed in Table 6. The results clearly show that the energy dissipation (A1) and (A2) of the specimens based on rubber particles is higher than that obtained for plain concrete. The corresponding values for elastic deformation energy (A2) varied from 1.33×10-3 (N.mm/mm3), for plain concrete, to 1.87×10-3 (N.mm/mm3) and 2.30×10-3 (N.mm/mm3), for C25GTR and C25CRA, respectively. This reflects an improvement of deformation capacity resulted in the dilution effect of rubber aggregates that lead to ductile behavior of specimen.
Table 6.
Parameter of Average-values of loading-unloading hysteresis loops of concrete mixes
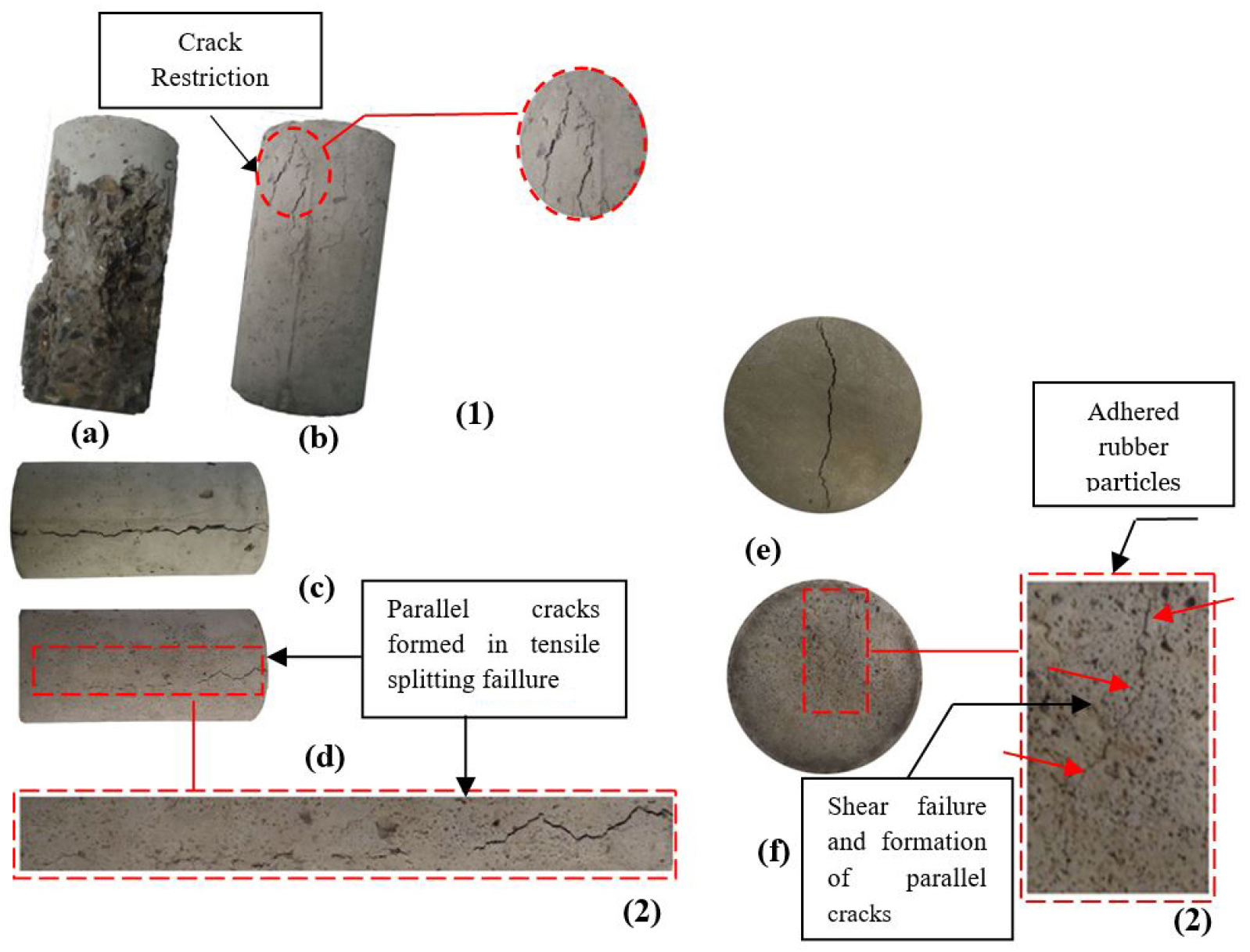
Figure 13 shows that the replacement of sand by rubber particles serves to decrease BI-value due to the increase of energy dissipation (A2) and (A1) that results in greater deformability in concretes incorporating rubber particles and their values corresponding are shown in Table 7. Table 6 shows that the average brittleness index for all specimens it’s varied from 13.47, for plain concrete, to 8.11 and 7.98, for C25CRA and C25GTR, respectively. The decrease in BI-value results in the ability of the specimen to undergo large deformations before macro-cracking and failure occur. Figure 14 illustrated the failure mode of the specimens during the compressive and tensile tests, and as can be seen, the propagation of cracks inducing the destruction of the sample is clearly more pronounced for C0R concrete than for concretes incorporating rubber particles. These results highlighted the beneficial effect of rubber particles in increasing the ductility of the concrete specimen. This is directly related to the low elastic modulus of rubber and also to its volume content introduced in the cement matrix.
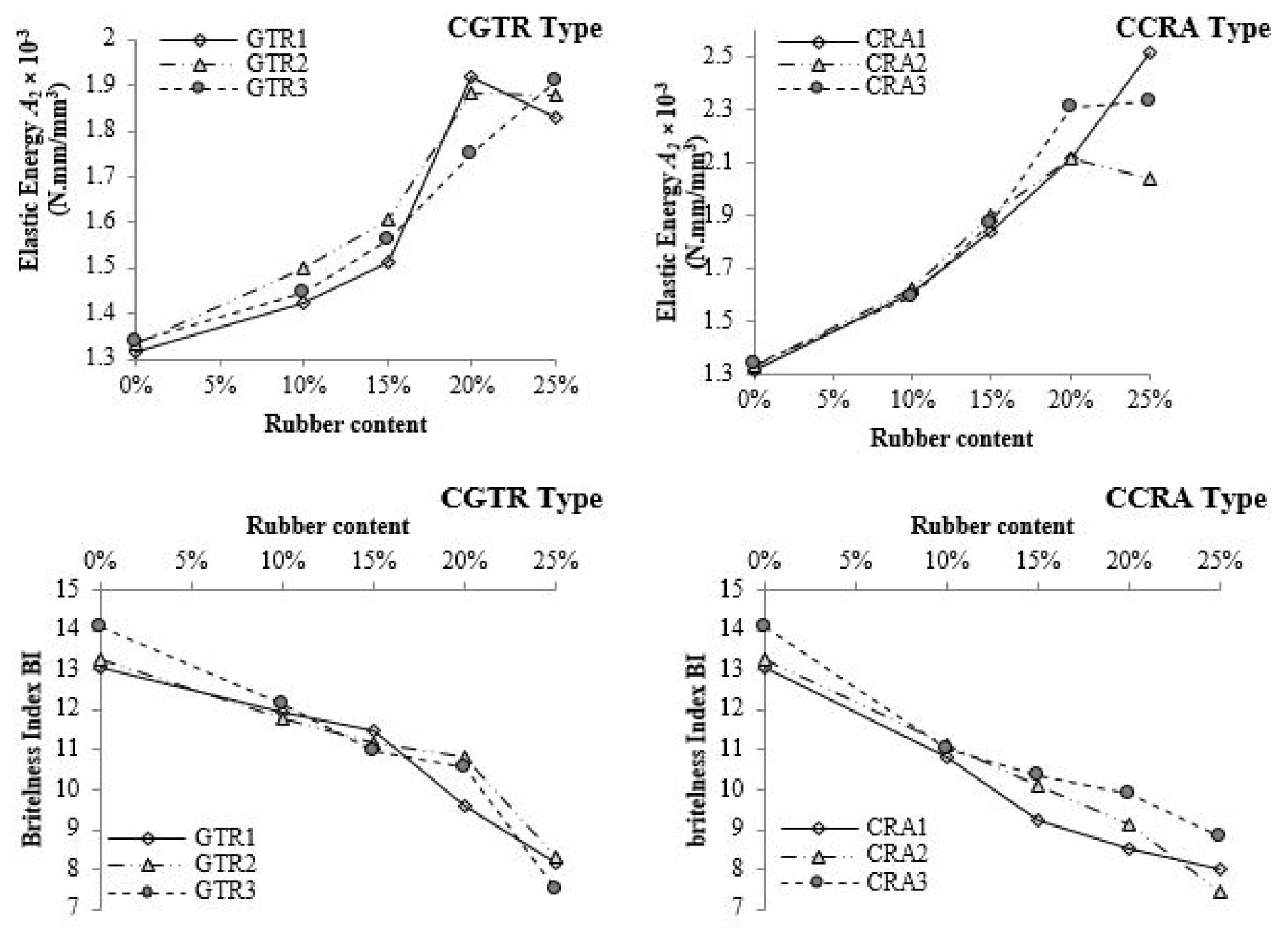
Table 7.
BI-values and Energy dissipation capacity (A1; A2) for all specimens
As described above, the rubber particles act as voids, due to their lack of adhesion in the cementitious matrix, leading to a great loss of mechanical strength. Figure 15 shows that the reduction in compressive strength is higher for the CCRA group than the CGTR group, with higher deformation energy (A1) for the CCRA group.
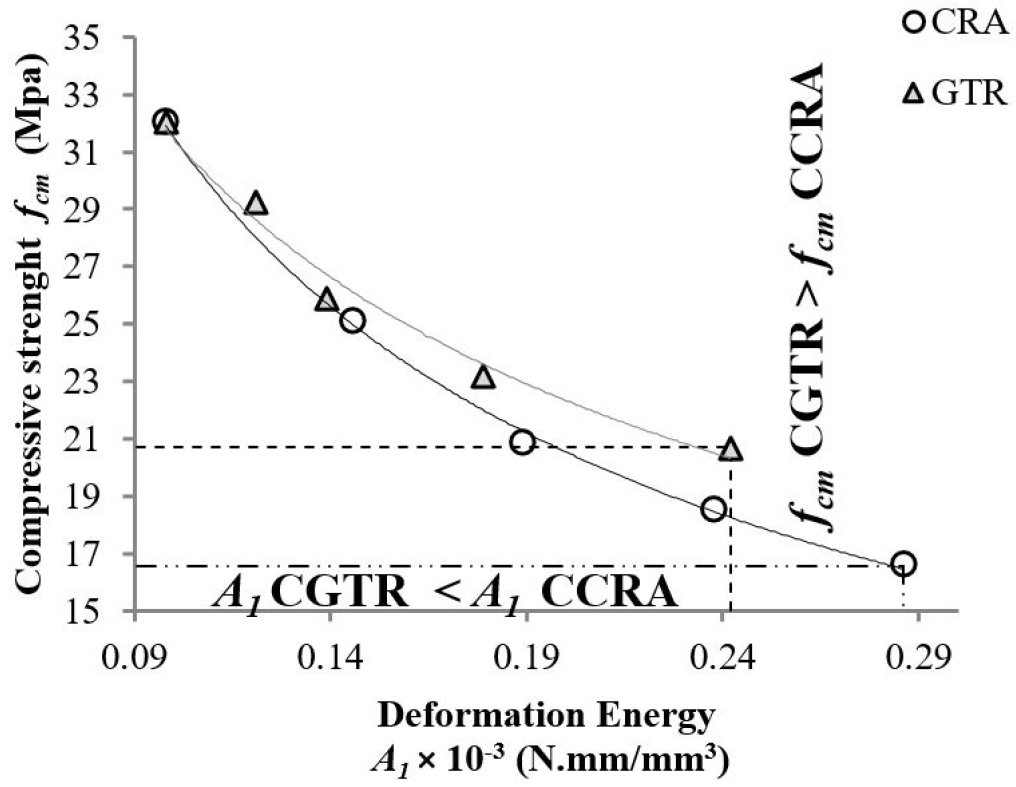
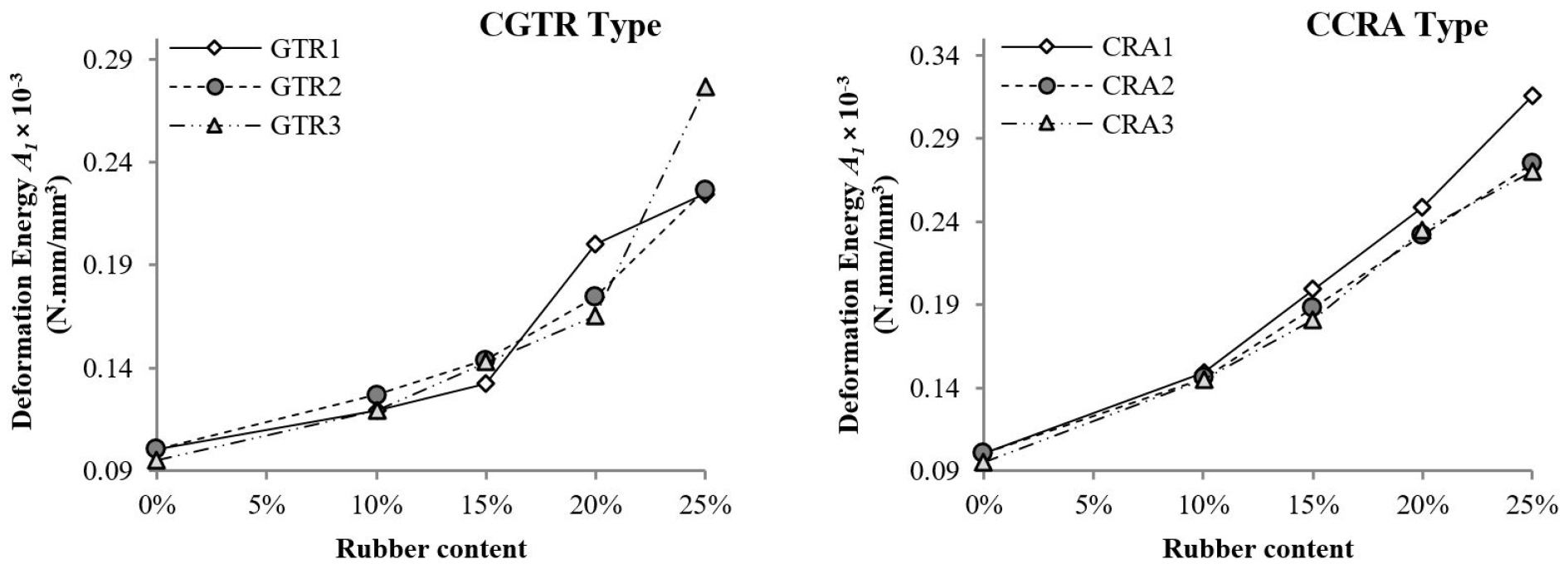
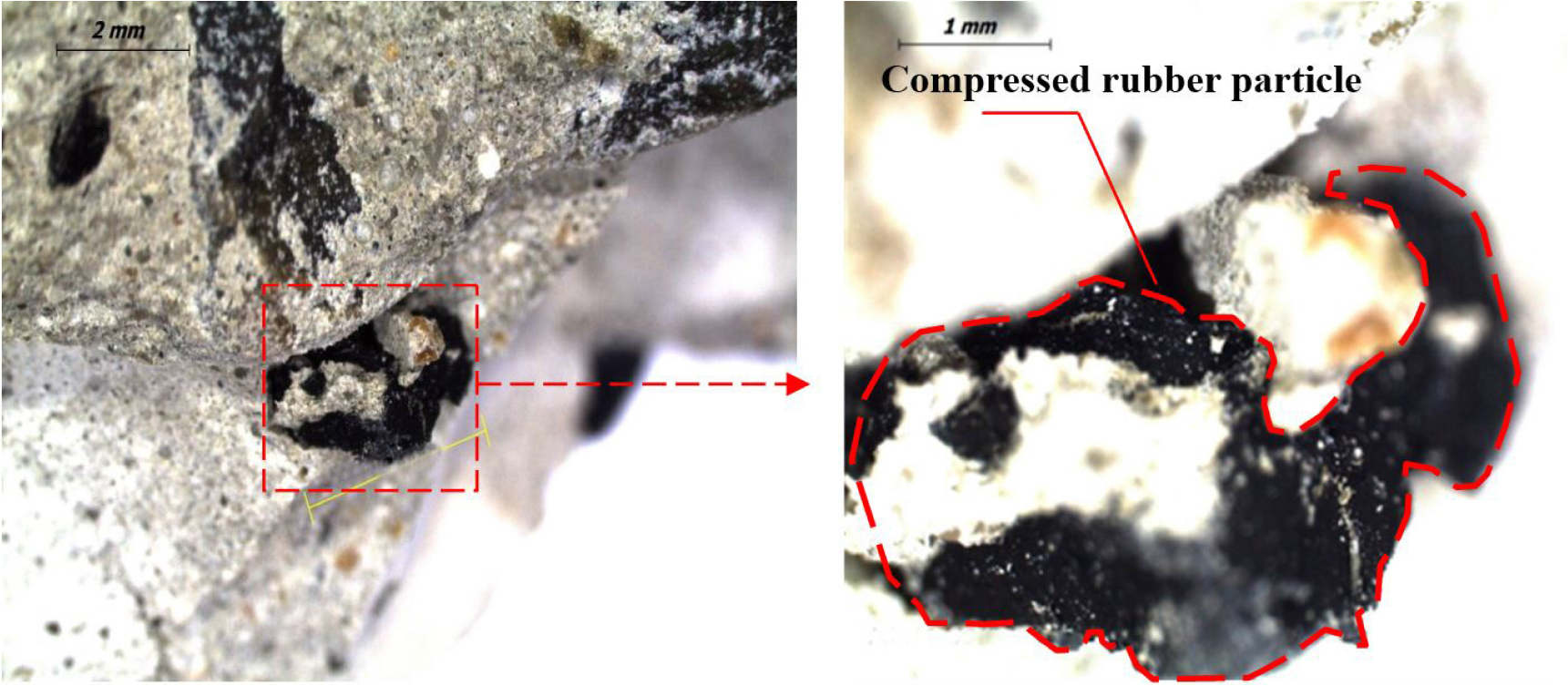
Figure 16 shows the average results of deformation energy (A1) for all concrete mixtures. It can be observed that the values are ascendant as a function of the rate of incorporation of rubber particles into the concrete; this suggests that rubber particles can also act as springs absorbing with a great dissipation of cracking energy, as long as its bonding in the cementitious matrix remains stable. Once its adhesion is broken during the failure of the cementitious matrix, the rubber particles act as voids leading to a greater loss of mechanical strength for concrete with CRA particles, compared to concrete with GTR particles. This is due to the smaller size and more regular shape of the GTR particles which implies a better adhesion in the cementitious matrix leading to better compressibility, hence a better mechanical resistance of CGTR concretes. Even if its deformation energy (A1) is lower than the group CCRA, it remains high enough to limit the propagation of cracks. Figure 17 shows the deformability of rubber particles CRA after failure in a compression test, producing high internal stress which explains the ductility behavior observed.
Conclusions
This work research investigated the effects of rubber addition on the concrete properties to be usable in the rigid pavements design. Furthermore, the environmental and economic interests due to the recovery of non-reusable rubber derived from the shredding of tires should be considered. Based on the experimental results of the optimization of cement concrete mixes based on different volumes and sizes of rubber particles, the following conclusions can be drawn:
The use of rubber particles as sand replacement decreases workability and increases the air content of the concrete mixes, which remains favorable for the latter used in road construction.
The mechanical properties including compressive and splitting tensile strengths as well as the elastic modulus decreased with increasing rubber volume content, which translates into the decrease in stiffness due to the incorporation of rubbers into concretes. This strength defects are also due to the fact that rubber is more deformable, and produced high internal stresses in the cement matrix.
Although the adverse effect of rubber particles incorporation on mechanical properties of concrete is obvious, the specimen with appropriate volume content of rubber satisfies the basic requirement for use in rigid pavement design. For a given rubber volume, the target properties of 20MPa in compressive strength and 1.7MPa in splitting tensile strength were achieved. An optimal amount of 15% ground tire rubber for application in a rolling layer in a rigid pavement can be recommended for concretes with a minimum load-bearing capacity achieved.
The concretes containing rubber particles exhibit higher deformability as compared to the control concrete. The decrease in BI-value results in the ability of the specimen to undergo large deformations before a failure occurred. The enhancement of strain capacity and energy absorption classified the concretes according to the size of the rubbers that compose it. Indeed, the larger the size of the rubbers, the greater the strain capacity of the concretes in compression, although the use of ground tire rubber allows for better mechanical characteristics with a ductility that is significant enough for applications in rigid pavements.
It is concluded that rubberized concrete is a promising candidate material for use in structural pavement applications with increased flexibility requirements, such as road pavements and slabs. Future work should be towards investigating the long-term performance of this innovative concrete in aggressive environments.
