

Introduction
Research significance
Materials
Methodology adopted for obtaining mix proportion using packing theories
Gradation of Aggregate Proportions using Particle Packing Theories
Results and Discussions
Optimizing the binder combination
Compressive strength of PCB based ternary blended mortars
Microstructure characteristics of PCB based ternary blended mortars
Conclusions
Introduction
The intertwined challenges posed by population expansion, rapid industrialization, and the consequent increase in greenhouse gas emissions, lead to global warming. These drivers of infrastructure growth have amplified the demand for cement, a vital input in the construction industry, which is responsible for a significant 8% of greenhouse gas emissions [1, 2, 3]. To mitigate the impact of CO2 emissions, one viable approach is the substitution of ordinary Portland cement (OPC) with supplementary cementitious materials like fly ash, low grade limestone and ground granulated blast furnace slag (GGBS) [4, 5, 6, 7, 8, 9]. These materials offer a promising avenue for reducing carbon footprints in the cement industry. Simultaneously, the proliferation of electronic waste (E-waste) poses both challenges and opportunities. While E-waste management and recycling are rapidly expanding, the recycling rate remains low, despite its potential value as a resource for IT firms [10, 11]. E-waste production is escalating at an alarming rate of 3-5% annually, with projections estimating an annual production of 74.7 million metric tons by 2030. Unfortunately, only a mere 17.4% of global E-waste generated is effectively recycled, leaving the majority, approximately 82.6%, either inadequately recycled or unaccounted for [12, 13, 14, 15].
Printed circuit boards (PCBs) are ubiquitous components in electrical and electronic devices, comprising approximately 23% of the total weight of all PCBs. The composition of PCB waste from different gadgets, manufacturers, and locations varies significantly. After separating hazardous batteries and capacitors, the organic component constitutes around 70% in computers and televisions, and 20% in mobile phones [16, 17, 18]. The non-metallic portion of PCBs can serve as a partial replacement for inorganic aggregates in concrete applications, contributing to the reduction of structural dead weight. Lightweight concrete, commonly used for interior and exterior walls not subjected to lateral loads, can benefit from the incorporation of non-metallic PCB materials, resulting in cost savings and increased mechanical strength, particularly flexural strength. Additionally, a sustainable alternative to unnecessary landfilling is offered by the utilization of non-metallic PCB materials. While the strength of the material may be compromised with PCB additions exceeding 30%, superior results were demonstrated by replacing river sand with 30% PCB compared to 0% and 15% replacements [19, 20, 21].
Adopting the packing density concept to minimize inter-particle gaps in mortar components reduces the demand for paste in the mortar mixer. The quantity and type of packing significantly impact the performance of concrete or mortar. Utilizing methods like the Modified Toufar model allows for the optimization of aggregate proportions, resulting in reduced manufacturing costs due to lower cement content [22, 23, 24]. Experimental measurements of bulk density and specific gravity of binary size aggregates enable the computation of the packing density of combined aggregates, thereby optimizing the proportions for higher packing density and lower void ratio [25, 26, 27, 28, 29].
In this study, a combination of PCB slag powder and GGBS is used as a substitute for cement. The optimal replacement proportions for each of these components are determined. E-waste can also serve as an alternative to coarse and fine aggregates, thereby reducing its environmental impact [30, 31]. The study considers the optimal proportion of these three binder combinations for mortar development. Experimental and theoretical calculations, along with particle packing models, are used to determine the aggregate proportions of fine aggregate. Based on these findings, an ideal aggregate proportion is formulated using the MTM method of particle packing. To evaluate the microstructural characteristics of raw materials and mortars, X-ray diffraction, energy-dispersive X-ray spectroscopy, scanning electronic microscopy, and Fourier-transform infrared spectroscopy are employed.
Research significance
The research holds significant importance as it pioneers the use of smelted waste PCB slag powder as a cement binder substitute in mortar preparation. While particle packing techniques are explored for effective packing resulting in enhanced mortar strength and microstructure, this work employs PCB slag powder for developing cement mortars. The study explores use of multi component binder with GGBS and PCB slag powder as substitutes for the cement, providing comprehensive insights into use of e-waste. Moreover, by repurposing electronic waste through smelted waste PCB slag powder, the study promotes sustainable construction practices and mitigates environmental harm.
Materials
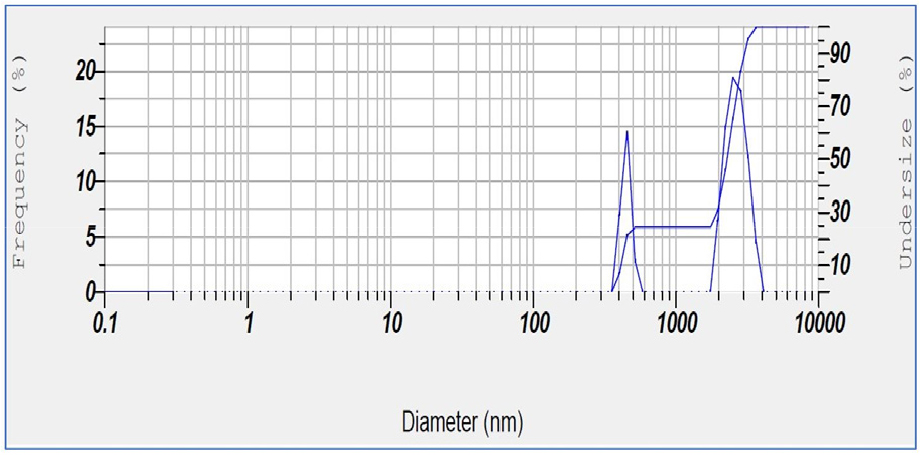
Ordinary Portland cement (OPC) in accordance IS: 269, with a specific gravity of 3.09, initial and final setting time of 36 minutes and 354 minutes was used in the study [32]. The specific gravity of ground granulated blast furnace slag (GGBS) determined from test results is 2.65. The PCB slag powder, GGBS, and cement are tested for the physical and chemical properties and the details are shown in Table 1. The reported 41% composition of PCB material likely reflects only the portion identified as PCBs by the test method used, with the remaining 59% comprising a complex mixture of other organic and inorganic substances with inorganic materials including non-PCB organic compounds, fillers, additives, residual processing aids. The source of PCB slag is from a center which is an e-waste recovery facility with Tons of slag ready for disposal and causing environmental and land filling issues. PCB slag is first crushed in a primary jaw crusher, secondary jaw crusher, roll crusher, ball mill and sieved through a 90-micron sieve to collect fine powder. Figure 1 illustrates the particle size distribution of PCB slag powder, with the majority of particles falling within the 3µ-10µ range. To optimize the sustainability advantages of PCB powder, integrating it with cementitious materials considering its filler and potential pozzolanic properties is recommended. This approach enhances material efficiency, reduces environmental footprint, and boosts sustainability across construction processes.
Table 1.
Physical and Chemical properties of binders
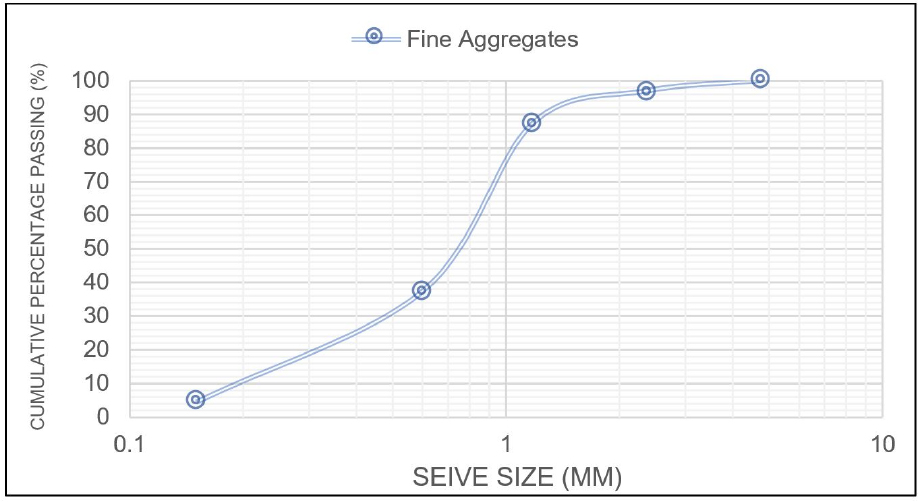
The conventional river sand used as fine aggregate is meeting the requirements of Zone-II as per IS: 383 [33] and the particle distribution graph is shown in Figure 2. The bulk density, specific gravity, and void ratio of aggregates are calculated as per IS 2386 (part 3) [34]. Table 2 shows the physical characteristics of aggregates with a single size. The primary objective of the study, utilizing river sand is to evaluate the effectiveness of PCB powder as a supplementary cementitious material, ensuring compatibility with typical particle applications. The consistency of cement, and initial setting times of GGBS, and PCB slag powder are evaluated in accordance with IS: 4031 (Part 4) [35]. Aggregates were sieved depending on their capacity to pass through particular sieve sizes, producing consistent size fractions. This procedure was repeated with varying sieve diameters to produce different mono-sized fractions. Although the aggregates are all silica, their specific gravities might vary due to the different in the particle packing and porosity among the various aggregate sizes. Smaller particles have a higher surface area-to-volume ratio, which results in more empty spaces and a lower specific gravity than bigger particles. Variations in particle form and surface roughness across different sizes can also influence particular gravities. As a result, while the silica concentration stays constant, the specific gravities vary due to intrinsic changes in the physical properties of the aggregate fractions. For mixing and curing PCB slag powder-based cement mortar samples, potable water was utilized in accordance with IS: 456 [36].
Methodology adopted for obtaining mix proportion using packing theories
Aggregate proportioning was first carried out using packing methods. The fine aggregate was divided into five sizes (4.75 mm, 2.36 mm, 1.18 mm, 0.6 mm, and 0.15 mm). Bulk density and specific gravity of binary size aggregates were calculated by gradually replacing the larger size with smaller sizes in 10% increments (e.g., for sizes 4.75 mm and 2.36 mm, proportions were taken as 100:0, 90:10, 80:20, 70:30, 60:40, 50:50, 40:60, 30:70, 20:80, 10:90, 0:100) [30, 34]. The binary aggregates are categorized as shown in Table 3. The optimum proportion for the combination of two size groups was determined through trials, using the optimal proportions obtained for the two sizes of aggregates. This step-wise procedure involved replacing the larger size aggregate (G1) with finer size aggregate (G2) with a 10% weight variation (i.e., using (4.75 mm-2.36 mm) as G1 and (2.36 mm-1.18 mm) as G2). The binary aggregates are grouped as explained, and incremental proportioning for Group 1 (G1): Group 2 (G2) was applied (100:0, 90:10, 80:20, 70:30, 60:40, 50:50, 40:60, 30:70, 20:80, 10:90, 0:100). Bulk density and specific gravity of the two size grouping aggregates were then determined after thorough mixing according to the proportions. This approach was applied to each proportion separately.
Table 3.
Aggregate size grouping
| Groups | G1 | G2 | G3 | G4 | G5 | G6 |
| Aggregate coarse size (mm) | 4.75 | 2.36 | 1.18 | 0.6 | 4.75 | 1.18 |
| Aggregate finer size (mm) | 2.36 | 1.18 | 0.6 | 0.15 | 1.18 | 0.15 |
To investigate the compound phase changes during the curing process, PCB slag powder-based cement mortar was prepared using the MTM packing technique. SEM and EDX analyses were conducted on a typical PCB slag powder cement mortar sample extracted from a cube specimen of size 70.6 mm × 70.6 mm and these samples were tested for compressive strength after 7, 14, and 28 days of curing as per IS 4036 (Part 6) [37]. SEM/EDX examinations facilitated the identification and quantification of elements, providing insights into the morphology of the binder paste. XRD analysis was conducted on powder samples extracted from cement mortars containing smelted waste PCB slag powder after 28 days of curing, aiding in the identification of chemical phases. Furthermore, FTIR was utilized to discern the presence of organic, inorganic, and polymeric materials. The study utilized samples of PCB cement mortar powder that had been sieved through a 90 µ screen.
Gradation of Aggregate Proportions using Particle Packing Theories
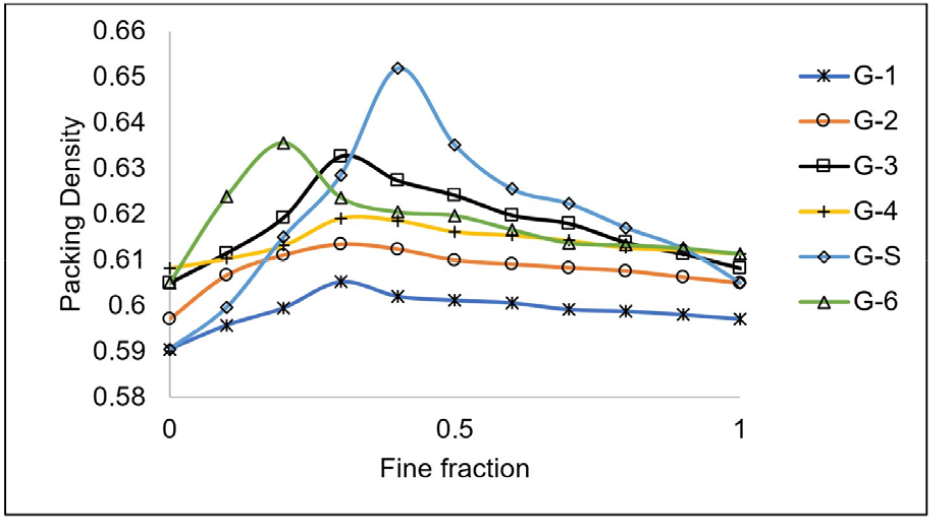
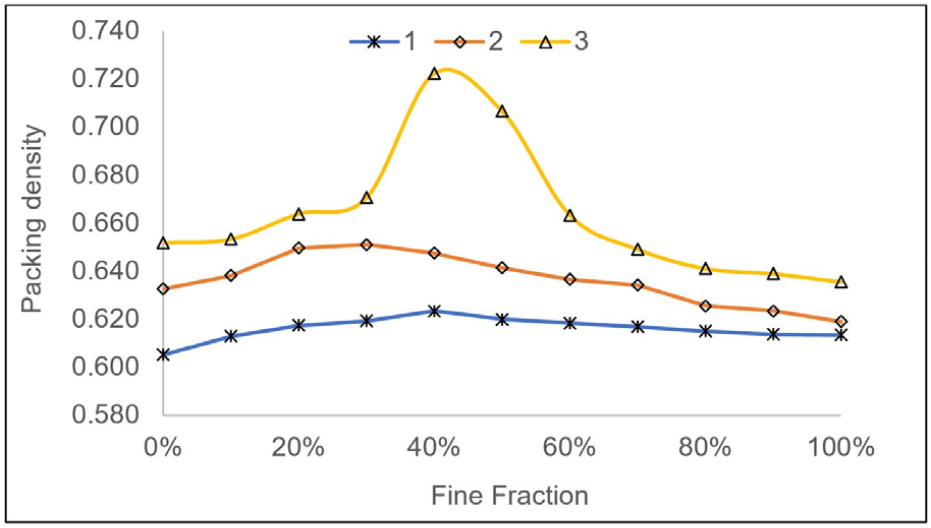
Figure 3 presents the variation in packing density of binary aggregate size groups across all trials, considering the fine percentage at different proportions. It is evident that the packing density gradually increases as finer aggregates are mixed with coarse aggregates. Notably, combinations G1, G2, G3, and G4 achieved the highest packing density with a proportion of 70% coarse fraction (CF) and 30% fine fraction (FF). In case G5 and G6, the optimum proportions were 60:40 and 80:20, respectively. Among these combinations, G5 exhibited the highest packing density of 0.652, accompanied by the lowest void ratio of 0.534, outperforming other groups. Figure 4 displays the ideal split of aggregate binary group combinations. The results indicate that the packing density increased up to 40% fine fraction in first Trial 1 with sieve sizes 4.75 mm, 2.36 mm, 1.18 mm, and achieved optimal proportions of 70:30 and 60:40 for Trials 2 and 3, respectively (sieve sizes 1.18 mm, 0.60 mm, 0.15 mm, forming a combination of 4.75-1.18-0.15). Trial 3 demonstrated the highest packing density of 0.722 and the lowest void ratio of 0.384. Notably, the maximum packing density was achieved for the sieve sizes 4.75 mm and 1.18 mm. Overall, the analysis of packing density and aggregate proportions through these trials allows for the identification of the most optimal combinations, leading to a better understanding of particle packing in the context of mortar preparation using smelted waste PCB slag powder-based cement.
The void ratio of aggregates is a key concept in packing theories, which are used to optimize the density and stability of concrete mixes. The void ratio refers to the volume of voids (empty spaces) between the aggregate particles compared to the total volume of the aggregate. A lower void ratio indicates better packing efficiency, meaning the aggregates are more densely packed with fewer voids. In practical terms, achieving a low void ratio in aggregate packing reduces the amount of cement paste required to fill the gaps, leading to more economical and stronger mix. Packing theories help in selecting and blending different sizes of aggregates to minimize voids and enhance the overall performance of the mortar mix, improving its strength, durability, and workability. By using a combination of fine aggregates in specific proportions, the void ratio can be optimized, leading to a more compact and efficient mortar mix.
Table 4 presents the empirically obtained aggregate proportions and packing densities, alongside theoretical calculations using the MTM and JDD models. In Figure 5 and Figure 6, the void ratios are plotted in proportion to the fine fractions, as determined by the MTM and JDD approaches, respectively. The results from Figure 5 and Figure 6 clearly indicate that the combinations of 4.75 mm-1.18 mm and 1.18 mm-0.15 mm (Trial 3) exhibit the lowest void ratios in both MTM and JDD models, along with the highest packing densities, compared to other combinations. It is noteworthy that the experimental results closely align with the MTM predictions, indicating a good agreement between theory and practice. However, there is a slight discrepancy in the JDD predictions, which tend to suggest a greater proportion of coarse aggregates. Despite this disparity, the consensus from both theoretical and experimental findings points to the 4.75-1.18-0.15 combination as the optimal choice for achieving the highest packing density and lowest void ratio.
Table 4.
Comparison of experimental proportions of aggregate with theoretical
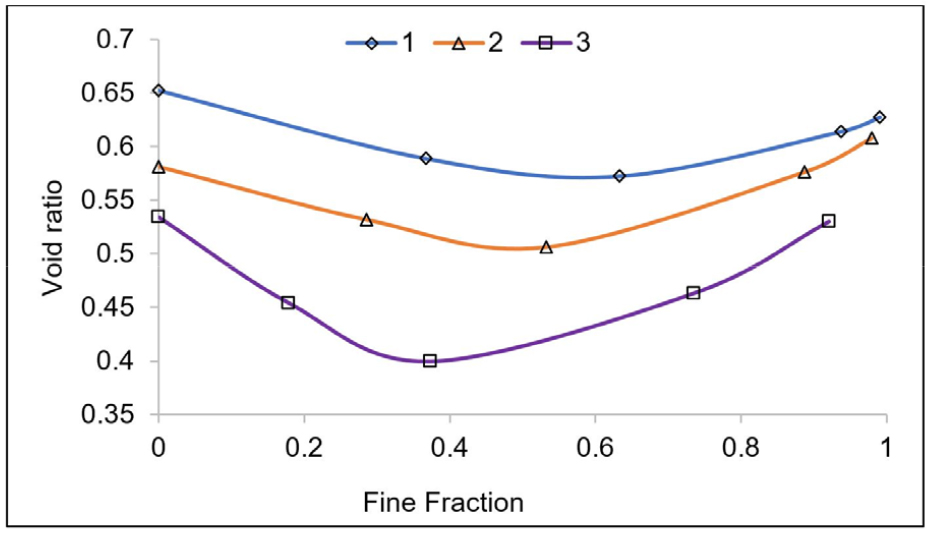
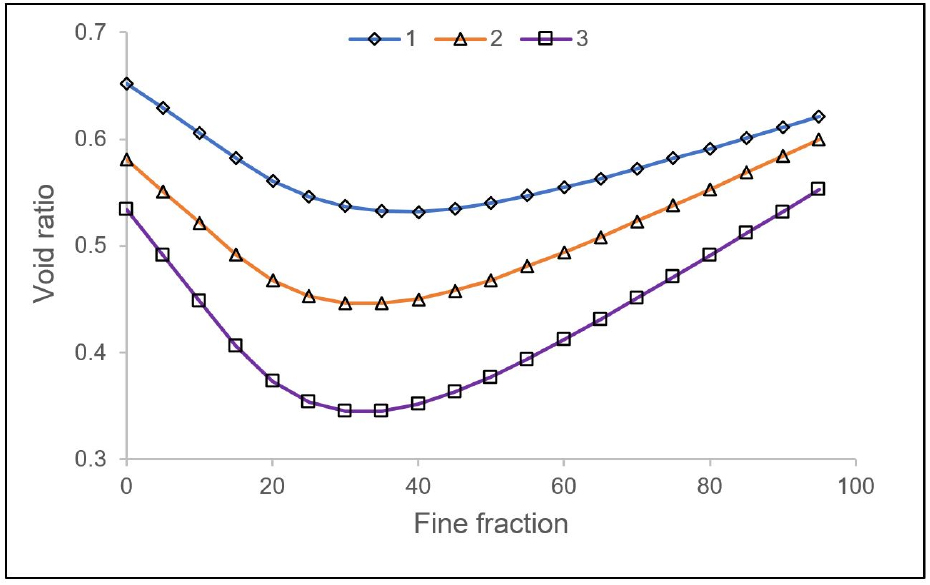
Table 5 presents the mix proportion of the PCB slag powder-based cement mortar and total water content calculated based on the results obtained for the optimum binder combination, the optimum aggregate proportion (4.75-1.18-0.15) and experimental results and comparison with MTM and JDD method. The analysis from the compressive strength results shown in Table 6, led to the identification of the most effective binder composition (40% cement, 40% GGBS, and 20% PCB slag powder) and the ideal aggregate proportion (4.75 mm-1.18 mm-0.15 mm) using the MTM and JDD models. Based on these results, the mix proportion for the PCB slag powder- based cement mortar was developed maximizing the packing density.
Table 5.
Mix proportions for PCB slag powder-based cement mortar through particle packing approach
Table 6.
Physical properties and compressive strength of binder combinations
Results and Discussions
Optimizing the binder combination
Table 6, illustrates the various combinations (M1-M7) of cement, GGBS, and PCB, proportioned with different combinations aimed at optimizing the ideal quantities of ternary blended binder including smelted waste printed circuit boards (PCBs). From Figure 7, it is evident that the most effective binder combination is composed of 40% cement, 40% GGBS, and 20% PCB slag powder, as it yielded the highest compressive strength compared to other combinations. This superiority of the 40-40-20 blend can be attributed to the unique properties of smelted waste PCBs mainly due to the reaction of silica in the PCB slag powder with the available calcium in the cement and GGBS results in the formation of calcium silicate hydrate (C-S-H) gel, which facilitates the binding and strength development in mortar alongside filler effect. Additionally, calcium aluminate hydrate (C-A-H) compounds were generated, contributing to the cementitious properties of the mixture. The chemical interaction leads to the formation of a robust interfacial transition zone, enhancing the overall strength and cohesion of the ternary binder. Also, the inclusion of GGBS further enhances the microstructural properties of the ternary blend. GGBS contributes to densifying the binder at the microscopic level, resulting in increased overall density and strength of the mortar. The performance of the 40-40-20 binder combination, attributed to the synergistic effects of the smelted waste PCB slag powder and GGBS, makes it the optimal choice for cement mortar production using smelted waste PCB. The higher compressive strength is observed in the M5 mix compared to the M2 mix may be due to its increased content of PCB waste, potentially with more favorable GGBS and cement ratios. Although, the presence of fine particles in mortar mixes can pose challenges related to shrinkage, various strategies can effectively address this issue. These include optimizing particle size distribution, incorporating supplementary cementitious materials, controlling the water-cement ratio, utilizing shrinkage- reducing admixtures, and implementing proper curing procedures. By employing these strategies, the risk of shrinkage issues associated with fine particles can be mitigated, ensuring long-term performance and durability of mortar mixes.
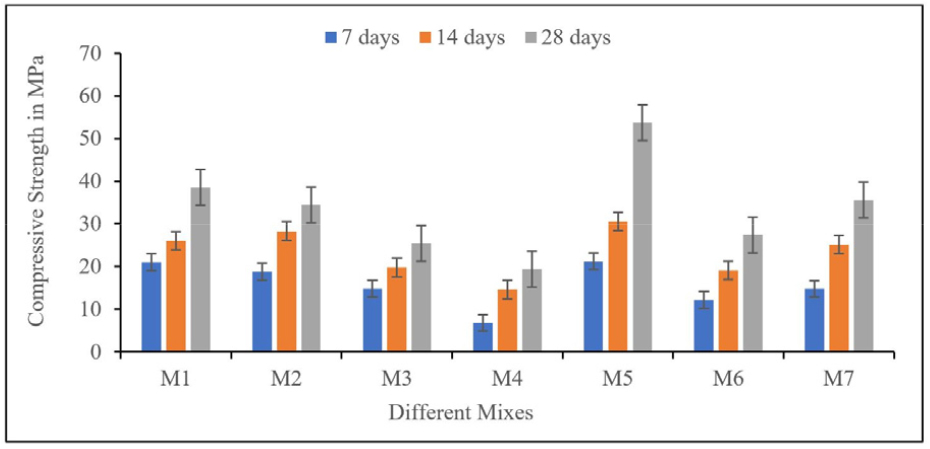
The increase in compressive strength at all ages indicates that contributions were made by cement, GGBFS, and PCB to the strength development of mortar. The contribution of strength by PCB can be attributed to its pozzolanic properties, which allow it to react with calcium hydroxide in the presence of water, forming additional cementitious compounds such as calcium silicate hydrate (C-S-H) gel, thereby enhancing the strength and durability of mortars. Similarly, the 7-day strength is contributed by GGBFS through its provision of additional pozzolanic activity. Reactive silica and alumina present in GGBFS react with calcium hydroxide to form additional C-S-H gel and other hydration products, result in higher early strength development. While the specific properties of GGBFS and PCB were not determined in the mortar study, their contributions to strength can be inferred from their known characteristics.
GGBFS is known to be highly pozzolanic, contributing significantly to strength development, especially in the early stages. On the other hand, PCB, being finer in particle size, may act as a micro-filler, filling voids and improving the packing density of the mortar. While PCB may possess some pozzolanic properties, its effectiveness as a supplementary material depends on factors such as its chemical composition, particle size distribution, and reactivity. The decrease in strength observed in mixes with higher percentages of PCB (M2 to M4) suggests that PCB primarily acts as a filler material with limited pozzolanic properties. This indicates that while PCB can enhance the strength of mortar as a supplementary material, its effectiveness may diminish at higher replacement percentages. Therefore, the optimum dosage of PCB needs to be carefully determined to maximize its benefits while ensuring the desired strength and durability of the mortar.
Compressive strength of PCB based ternary blended mortars
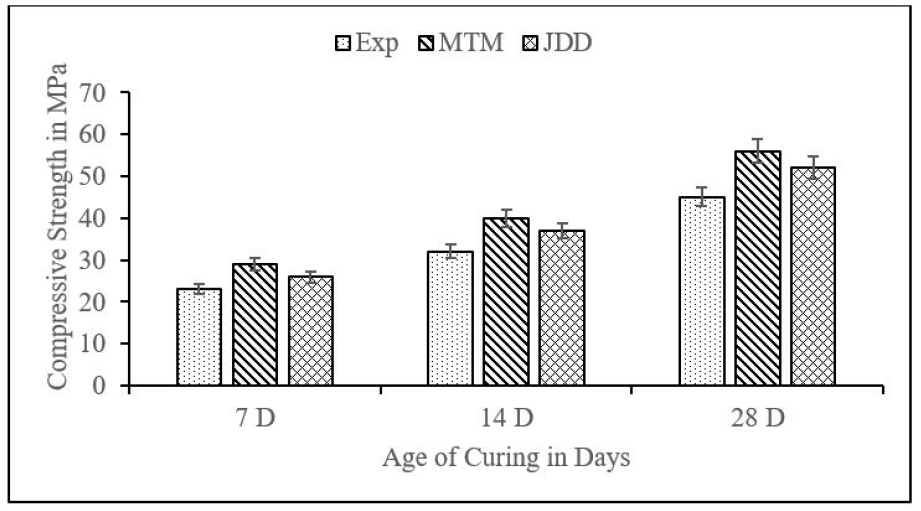
Ternary blended mortar cubes of size 70.6 mm × 70.6 mm with combination of 40% cement, 40% GGBS, and 20% PCB slag powder was used for determining the compressive strength as per IS 4036 (Part 6) [38]. The specimens were tested for their strength at 7, 14, and 28 days. Figure 8 illustrates the compressive strength results of the Ternary blended mortar specimens with different packing approaches. The findings reveal that the Modified Toufar Model (MTM) approach demonstrated superior performance in terms of compressive strength compared to the experimental and J.D. Dewar model (JDD) methods. Specifically, the 28-day strength improvement using the MTM-based approach was approximately 19.65% higher than the experimental method (IS: 383-2016 grading), and about 7.15% higher compared to the JDD approach. These results emphasize the significance of proper aggregate packing to achieve desired strength levels while minimizing the usage of binder content.
Furthermore, the use of the ternary binder proportion with smelted waste PCB powder exhibited a larger specific surface area, leading to a more pronounced promotion of the cement hydration reaction, particularly due to the presence of silicon elements. Moreover, the micro-aggregate effect proved beneficial in enhancing the early strength of the mortar. Additionally, the PCB powder demonstrated a superior filling effect compared to regular cement mortar, further contributing to the overall strength and performance of the cement mortar. These findings highlight the potential benefits of utilizing smelted waste PCB slag powder as a viable alternative in cement mortar production, leading to improved compressive strength and sustainable construction practices [30]. The MTM-based approach emerged as a promising method to optimize the packing of aggregates and achieve enhanced strength characteristics, paving the way for greener and more efficient construction materials.
Microstructure characteristics of PCB based ternary blended mortars
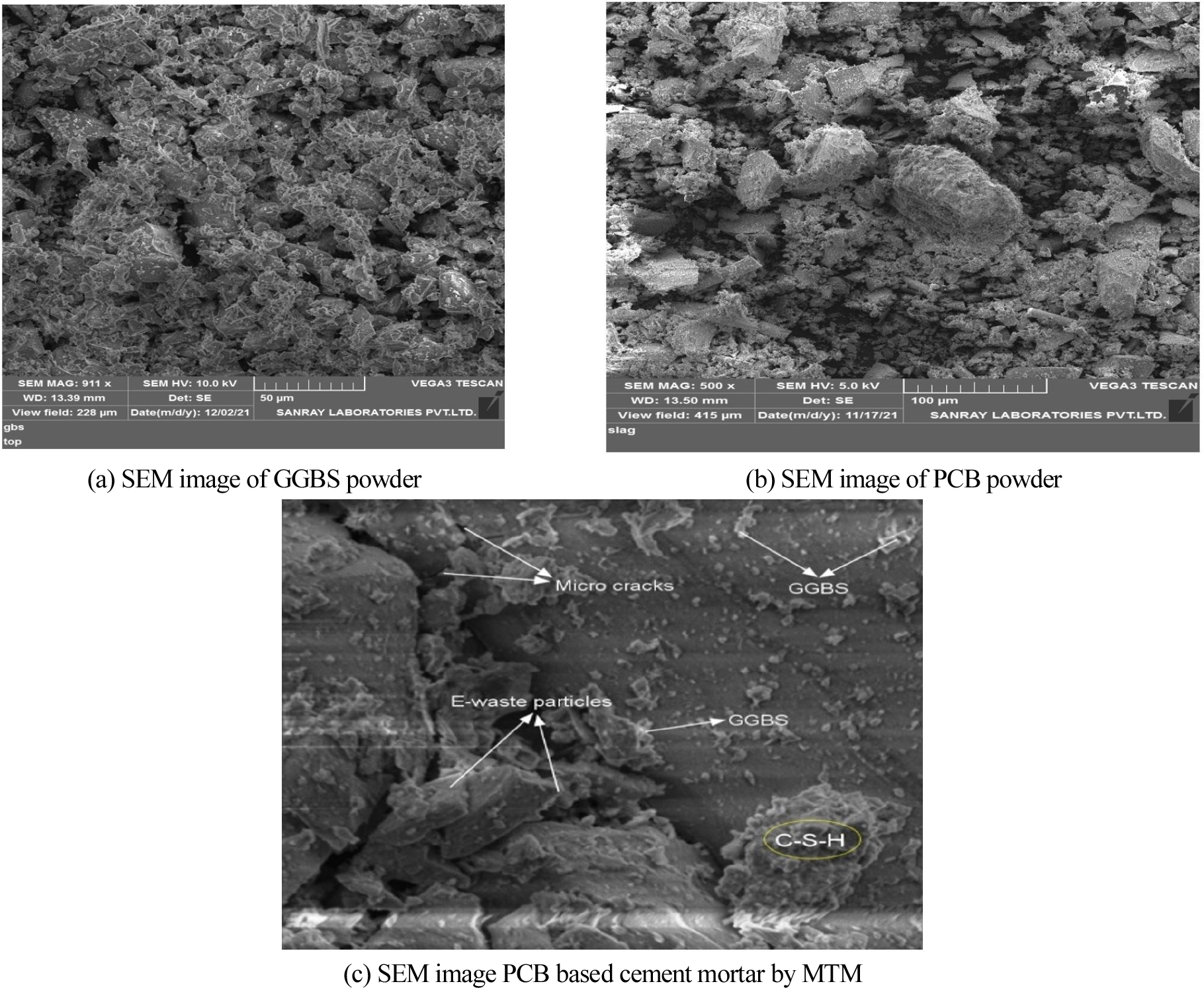
i. Scanning Electron Microscopy (SEM) studies
Figure 9 presents the SEM images of GGBS raw material, smelted waste PCB slag raw powder, and cement mortar mixes containing smelted waste PCB slag powder at 28 days. Figures 9(a) and 9(b) depict the SEM images of GGBS powder and PCB slag particles after smelting. These particles exhibit a diverse range of sizes, featuring a straight, flaky- elongated shape with sharp edges and a rough surface. Figure 9(c) reveals micro cracks, powdered PCB slag, and unreacted GGBS particles within the mortar. The presence of an appropriate amount of PCB powder significantly fills the internal pores of the mortar and enhancing the compactness. Comparatively, the mortar in the PCB-based mixtures using MTM demonstrates more C–S–H gels, indicating that the PCB powder promotes cement hydration. The addition of a suitable quantity of PCB powder leads to a higher production of C–S–H gel, resulting in a more compact internal structure of the mortar. This increased compactness effectively reduces the occurrence of internal cracks, ultimately improving the strength of the mortar. The SEM images provide valuable insights into the microstructural characteristics of cement mortar mixes containing PCB slag powder, highlighting the positive influence of PCB powder on the hydration process and overall strength of the mortar. PCB powder quality and performance differ depending on the source of supply. However, the particle size distribution, chemical composition, and pozzolanic properties are all identical to GGBS.
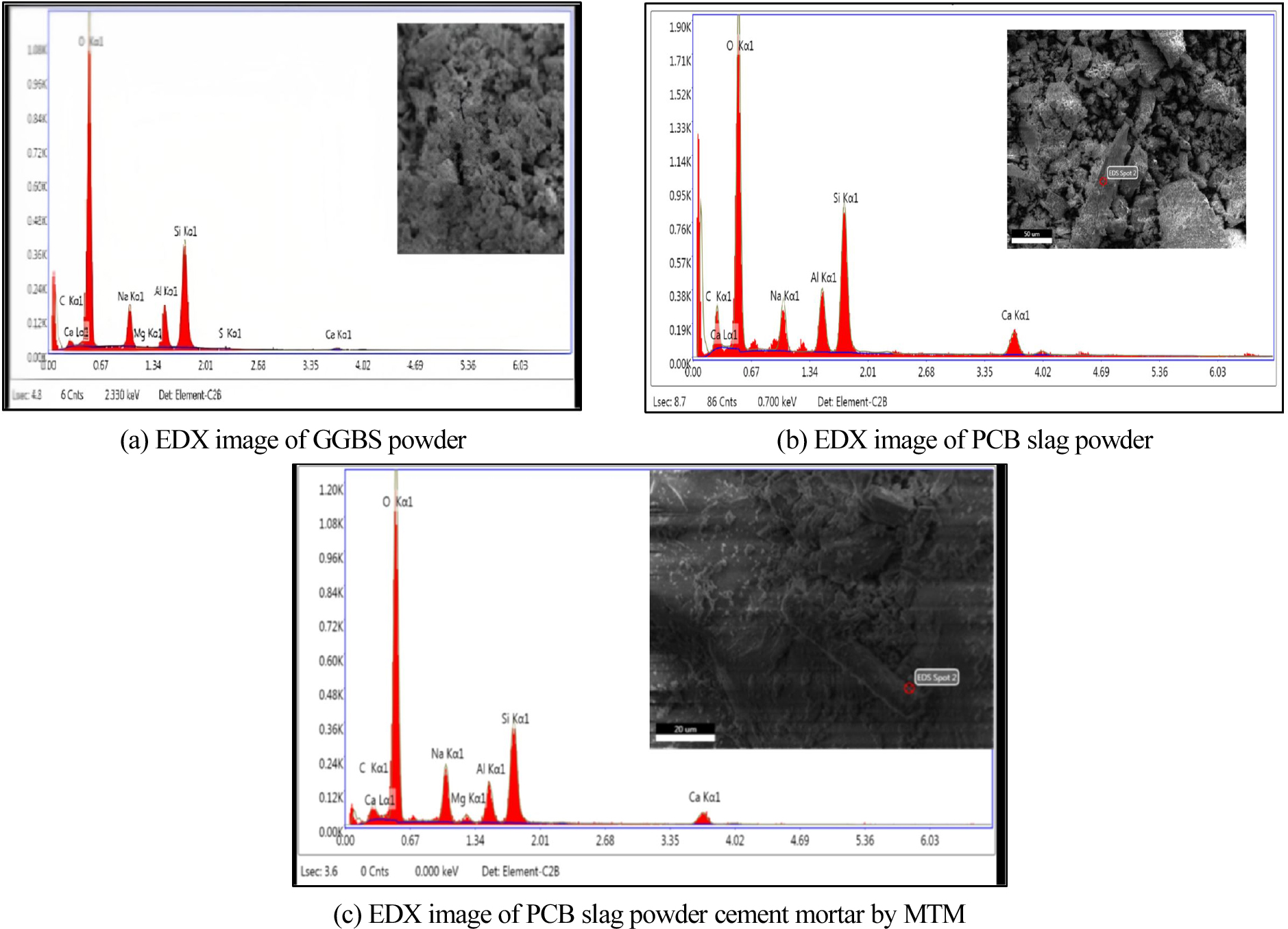
ii. Energy Dispersive X-Ray Spectroscopy (EDX)
Figure 10 displays the EDX pictures of raw PCB slag powder, GGBS, and PCB slag powder cement mortars obtained using the MTM grading procedure. The analysis reveals distinct elemental compositions among these components. In Figure 10(a), the raw PCB slag powder exhibits a higher percentage of alumina and silica compared to other elements, indicating its enriched composition of these elements. Figure 10(b) illustrates that GGBS is richer in silica, alumina, and calcium percentages compared to other components. This distinct composition highlights the unique characteristics of GGBS as a supplementary cementitious material. Figure 10(c) depicts the PCB slag powder cement mortar, which demonstrates a higher concentration of silica, alumina, calcium, and sodium than other elements. This composition reflects the influence of PCB slag powder on the overall chemical makeup of the cement mortar. The EDX pictures provide valuable elemental information, showcasing the varying compositions of raw PCB slag powder, GGBS, and the resulting cement mortar. These findings aid in understanding the role of each component and their contributions to the properties and performance of the cement mortar. The enriched elements in PCB slag powder and GGBS further support their suitability as sustainable alternatives in cement mortar formulations, ultimately contributing to enhanced mortar characteristics and promoting eco- friendly construction practices.
iii. X-Ray Diffraction Analysis
Figure 11 exhibits the XRD images of GGBS raw powder, smelted waste PCB slag powder cement mortar, and PCB slag powder, providing valuable insights into their mineral compositions. In Figure 11(a), The X-ray diffraction (XRD) analysis conducted on powdered PCB slag unveiled a predominant composition of quartz, silica, and lime as the primary mineral components. These minerals assume pivotal roles in shaping the properties and reactivity of the PCB slag. Quartz, a major constituent, contributes to the slag’s hardness and durability, influencing its physical and mechanical characteristics. Silica, closely associated with quartz, enhances the amorphous or crystalline nature of the slag and engages in chemical reactions with calcium hydroxide during cement hydration, forming additional calcium silicate hydrate (C-S-H) gel. Lime, a critical component in cementitious systems, imparts alkaline properties to the slag, influencing the setting and hardening of the cement. Additionally, lime participates in pozzolanic reactions with silica and alumina, contributing to the formation of essential cementitious phases. The identified mineral components, through their intricate interactions, play a significant role in defining the suitability of the PCB slag for cementitious applications and its potential to enhance the overall performance of resulting products. Figure 11(b) shows the XRD analysis of GGBS, indicating that the primary mineral components are quartz and calcium carbonate (CaCO3). These minerals are integral to GGBS’s pozzolanic nature, contributing to its cementitious properties. In Figure 11(c), the XRD analysis of the smelted waste PCB slag powder mortar demonstrates that quartz remains the primary mineral element. The presence of quartz reinforces the structural integrity and mechanical properties of the mortar. Overall, the XRD images reveal the mineral compositions of GGBS, PCB slag powder cement mortar, and PCB slag powder. These findings aid in understanding the mineralogical characteristics of each component and their role in influencing the performance and behavior of the cement mortar. The presence of quartz in both the raw and smelted waste PCB slag emphasizes its significance as a prominent mineral element, contributing to the overall strength and durability of the cement mortar.

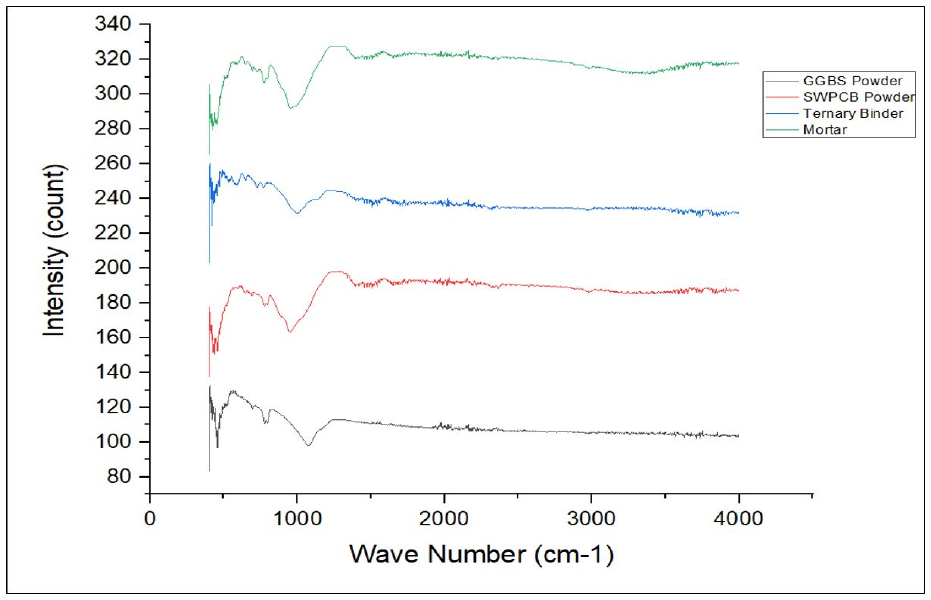
iv. Fourier Transform Infrared Spectroscopy (FT-IR) studies
Figure 12 displays the FT-IR spectra of GGBS, PCB slag powder, the ternary binder, and the cement mortar based on smelted waste PCB slag powder, offering valuable insights into their chemical characteristics. The wide band observed at approximately 948-1406 cm^-1 corresponds to the symmetrical and asymmetrical stretching vibrations of C-H and O-H, Si-O in GGBS. Additionally, the wide band around 1104 cm^-1 in the smelted waste PCB powder, exhibit symmetric and asymmetric stretching vibrations of O-H, Si-O, and Al-O. In the ternary binder, a distinct wide band at approximately 1001 cm^-1 is attributed to the asymmetric and symmetric stretching vibrations of Si-O-Si and Al-O-Si. Notably, in the cement mortar based on smelted waste PCB slag powder, the FT-IR spectra indicate an enhanced hydration reaction, with a greater consumption of calcium hydroxide to form the C-A-S-H phase. Moreover, the presence of bands at 948 and 1175 cm^-1 in the FTIR spectra provides evidence of the presence of tricalcium aluminate and tricalcium silicate in the PCB-based cement mortar. This finding further supports the promotion of cement hydration by the incorporation of smelted waste PCB slag powder. Overall, the FT-IR spectra reveal chemical interactions and reactions taking place within GGBS, smelted waste PCB slag powder, the ternary binder, and the cement mortar. The increased hydration reaction and formation of key cementitious phases demonstrate the positive influence of smelted waste PCB on the cement mortar, suggesting its potential as an effective supplementary material in cementitious applications.
Conclusions
Based on the exhaustive work done on WPCB slag powder the fallowing broad conclusions are arrived.
1.Inclusion of PCB slag and GGBS as a replacement for cement benefited cement mortars in terms of consistency and setting time.
2.The MTM model of particle packing theory yielded lowest void ratio of 0.345 with a corresponding packing density of 0.743. This indicates the superiority of MTM approach in optimizing the aggregate proportion and achieving higher packing density in the cement mortar.
3.The ternary binder consisting of 40% cement, 40% GGBS, and 20% smelted waste PCB slag powder achieved a highest compressive strength of 53.68 MPa. The reaction between silica in the PCB slag powder and available calcium in the cement and GGBS, resulted in calcium silicate hydrate (C-S-H) gel. This resulted in enhancing binding and strength development. Additionally, the formation of calcium aluminate hydrate (C-A-H) compounds further improves the cementitious properties, resulting in superior compressive strength.
4.The enhancement in the 28 days strength based on MTM approach is approximately 19.65% higher than experimental values (IS: 383-2016 grading), and approximately 7.15% higher compared to the JDD approach. This suggests that the MTM approach offers an effective strategy for predicting and optimizing compressive strength in concrete mixtures.
5.From the microstructural studies it can be noted that the GGBS and PCB slag powder exhibit distinct characteristics, such as straight, flaky- elongated shapes with sharp edges, rough surface texture, and a wide range of sizes. These properties contribute to the overall performance of the cement mortar.
6.FT-IR analysis revealed strong bonding between PCB slag powder, GGBS, and fine aggregate, indicating their effective interaction and reactivity. This supports the idea that PCB slag powder enhances the cement hydration process when combined with GGBS.
In summary, the study highlights the potential of utilizing smelted waste PCB slag powder and GGBS as sustainable additives in cement mortar, leading to improved mechanical properties and enhanced reactivity. The findings pave the way for eco-friendly construction practices, reducing electronic waste promoting more efficient and durable building materials. Further, studies related to durability and life cycle assessment of mortars and concretes using PCB powder can be explored.
